 Skip to content
Skip to content Ever had parts that fit improperly or broke unexpectedly? I’ve felt that frustration. The root cause often lies in confusing tolerance with allowance—and that tiny mix-up can derail projects and hike costs.
Tolerance defines manufacturable variation; allowance defines intentional fit. They work together to ensure parts meet design intent and assemble reliably.
This post explains both concepts clearly and shows how to leverage them for better design and cost control.
What Is Tolerance?
Tight fits failing or wasted parts creating cost concerns? I’ve seen that. Tolerance defines how much variation we allow in part dimensions to balance precision with practicality.
Tolerance sets the acceptable deviation from a nominal size, ensuring parts are manufacturable without over-engineering.

In my experience, defining proper tolerances prevents assembly issues and controls costs while maintaining performance.
Dive Deeper into Tolerance
Understanding tolerance requires examining its types, origins, and design impact:
1. Types of Tolerance
- Symmetric Tolerance: ±0.05 mm around a nominal size, e.g., ⌀10.00 ± 0.05 mm.
- Asymmetric Tolerance: Skewed, such as +0.02 / –0.01 mm—used when one deviation is safer.
2. Sources of Variation
Tolerances account for:
- Machine variation: Even high-end CNCs have run-to-run differences.
- Tool wear: Cutting tools degrade over time.
- Material behavior: Thermal expansion or warping can shift dimensions.
3. Design vs. Manufacturing
Engineers must ask:
- Critical features: Which dimensions affect assembly or function?
- Cost impact: How tight must tolerances be to remain affordable?
4. Example in Action
Consider a shaft with ⌀20.00 ± 0.02 mm tolerance:
- Minimum size: 19.98 mm
- Maximum size: 20.02 mm
- If mating hole is ⌀20.05 mm with similar tolerance, there’s always at least 0.03 mm clearance.
5. Documents & Communication
Proper documentation is key:
- Use clear GD&T symbols in CAD drawings.
- Specify tolerance class like ISO 2768-m or ASME B4.2.
- Discuss with manufacturers to ensure process capability matches design.
Well-defined tolerances streamline manufacturing, ensure part interchangeability, and control costs—without over-specifying every dimension.
What Is Allowance?
Ever dealt with a shaft that wouldn’t fit into a hole—or worse, one that fell right through? That’s where allowance makes all the difference.
Allowance is the intentional difference between mating part dimensions to ensure a specific type of fit—tight, loose, or just right.

In my work, I always define allowance first, then apply tolerances to ensure that real-world parts always assemble as intended.
Dive Deeper into Allowance
1. Definition & Purpose
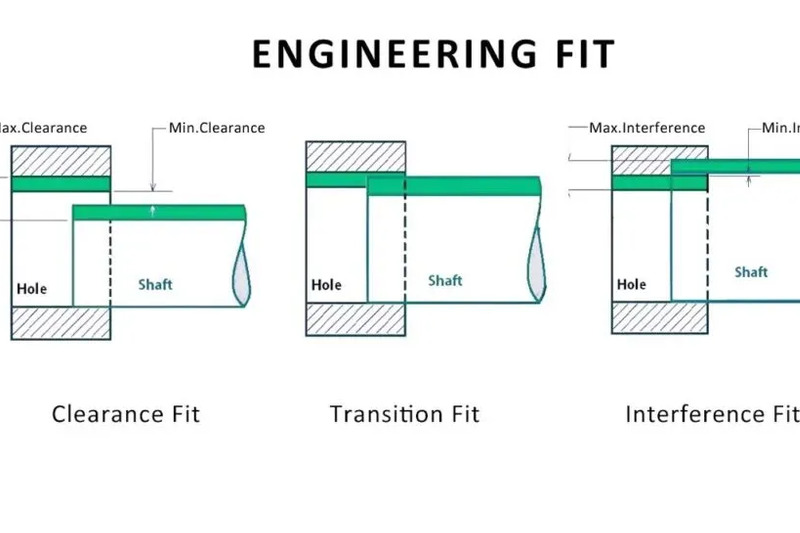
Unlike tolerance (which reflects variation), allowance is deliberate. It’s the designed difference between parts before manufacturing variations are even considered. It defines the fundamental nature of the fit:
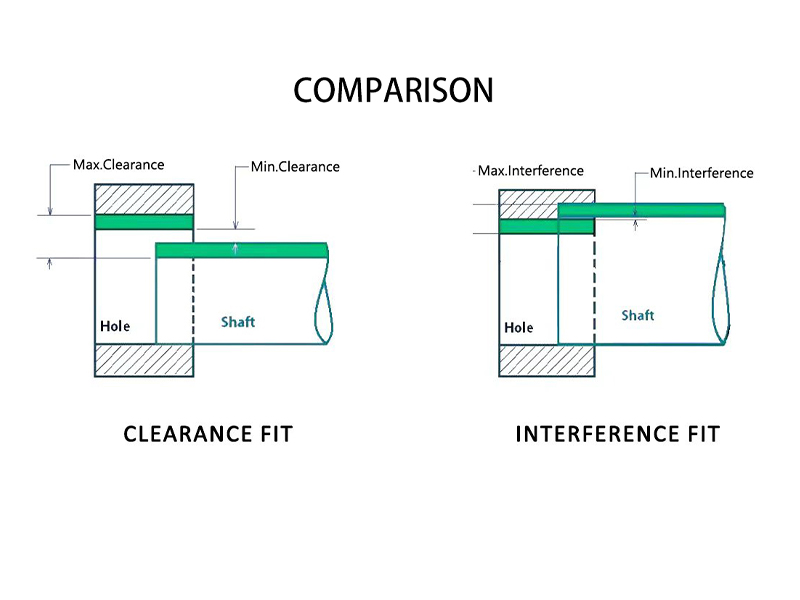
- Clearance fit: Always leaves a gap for easy assembly and movement (e.g., sliding parts).
- Interference fit: Always overlaps, requiring force or heat to assemble (e.g., press fits).
- Transition fit: May either clear or interfere slightly, depending on tolerance stack-up.
2. How It Works with Tolerances
Allowance sets the design intent. Tolerances are then applied to each part to make sure they fall within the functional boundary. For instance:
- Hole: ⌀20.00 mm ±0.01 mm → range: 19.99–20.01 mm
- Shaft: ⌀19.95 mm ±0.01 mm → range: 19.94–19.96 mm
- Minimum clearance: 19.99 – 19.96 = 0.03 mm
- Maximum clearance: 20.01 – 19.94 = 0.07 mm
The nominal allowance is 0.05 mm—but tolerances define the acceptable range around it.
3. Fit System Standards
Allowance is standardized through fit systems like:
- ISO System of Limits and Fits (ISO 286)
- ANSI B4.1 (Imperial Fits)
These systems define lettered fit pairs (like H7/g6) to specify allowances and tolerances systematically.
4. Manufacturing Considerations
Allowance impacts not only assembly but also machining strategy:
- Too tight: Requires grinding or lapping.
- Too loose: May result in rattle, wear, or failure.
- Properly defined: Reduces rejects and rework.
5. Communication Is Key
I always include explicit fit requirements in drawings or technical notes. This avoids confusion and ensures machinists understand what level of precision is needed where.
Bottom line: allowance sets the stage for fit; tolerances make sure real parts stay on that stage.
Tolerance vs. Allowance: Key Differences?
Confusing tolerance with allowance can lead to misfits or worn-out parts. I’ve learned that clarity here saves both time and money.

Tolerance defines how much a part can vary; allowance defines how parts intentionally differ to fit together.
Dive Deeper into Differences
1. Core Concept
- Tolerance is a range—how much a single dimension can vary from its nominal size (e.g., ±0.01 mm).
- Allowance is a planned offset—a fixed gap or overlap between two mating parts (e.g., 0.05 mm clearance).
2. Purpose and Usage
- Tolerance manages manufacturing inaccuracy—it defines acceptable deviation for each part.
- Allowance defines assembly behavior—it ensures parts fit, move, or lock as designed.
3. Direction and Expression
- Tolerance can be symmetric (±) or asymmetric (+/–).
- Allowance is directional: positive for clearance, negative for interference.
4. Practical Use Cases
| Aspect | Tolerance | Allowance |
|---|---|---|
| Definition | Acceptable dimensional variation | Intentional difference between mating parts |
| Purpose | Accommodate process variability | Define fit behavior |
| Specified As | Range (±0.01 mm) | Fixed value (0.05 mm) |
| Directionality | ± both ways | Positive (clearance) or negative (interference) |
| Example | Shaft ⌀20.00 ± 0.02 mm | Hole ⌀20.10 vs Shaft ⌀20.00 → 0.10 mm clearance |
5. Why This Matters
Using precise allowances ensures parts assemble right every time. Applying accurate tolerances ensures each part stays within its allowable variation, avoiding failures or rework.
6. Real-world Impacts
- Over-tolerance: If tolerances are too tight, production costs skyrocket without improving fit—because allowance still governs assembly.
- Under-allowance: Without proper allowance, parts may jam or rattle, even if each meets tolerance.
In summary, tolerance governs part precision; allowance governs assembly precision. Both must be correctly specified to ensure functionality, reliability, and cost-efficiency.
How They Work Together in Design?
When tolerance and allowance align effectively, parts not only meet design specifications but also assemble reliably in real-world use.
I always start with allowance to define the intended fit, then apply tolerances to keep actual parts within functional boundaries.
Dive Deeper: Integration in Practice
1. Step-by-Step Approach
- Define functional fit: What clearance or interference is needed? For rotation, sliding, or press fit?
- Set allowance: Choose a nominal gap—for instance, 0.05 mm for smooth movement.
- Apply tolerances: Assign realistic tolerances (e.g. ±0.01 mm) to each part to ensure the assembled fit stays within functional limits.
2. Practical Example Explained
We aim for a minimum clearance of 0.02 mm. Here’s how that works:
| Component | Nominal ± Tolerance (mm) | Actual Range |
|---|---|---|
| Hole | 20.05 ± 0.01 | 20.04–20.06 |
| Shaft | 20.00 ± 0.01 | 19.99–20.01 |
Worst-case clearance: 20.04 – 20.01 = 0.03 mm — still above our 0.02 mm target.
3. Ensuring Reliability
- This method ensures every produced part, even at extremes, meets functional fit without costly over-specification.
- If tolerances are too loose, parts may exceed design limits. If too tight, manufacturing becomes expensive.
4. Communication & Documentation
Accurate drawings are vital:
- Include nominal sizes, allowances, and tolerances explicitly.
- Use ISO or ANSI symbols (e.g., H7/g6) where appropriate.
- Discuss with suppliers to verify process capabilities before finalizing design.
In summary: allowance shapes fit intent, tolerances manage variability—and together they ensure both manufacturability and assembly performance.
Real‑World Applications?
Ever wondered how tolerances and allowances play out in actual manufacturing? These principles shape everything from machined parts to molded components.
Tolerance defines how precise a single part is; allowance ensures parts fit and function together in assemblies.
In my projects, I always tailor tolerance and allowance strategies to the specific production method—ensuring both manufacturability and fit success.
Dive Deeper into Applications
1. CNC Machining
Here, tolerances guide tool choices and machining paths. For instance, a tighter tolerance requires a slower feed rate and high‑precision cutter.
- Tolerance: Controls how close each dimension matches the CAD design.
- Allowance: Determines whether a metal pin press‑fits into a hub or slides smoothly.
Getting this right avoids costly rework or rejected parts.
2. Injection Molding
Molds shrink as plastic cools, so tolerances must account for that. For example:
- Tolerance: Ensures molded dimensions stay within acceptable variation after cooling.
- Allowance: Designed clearances allow parts to snap together post‑molding without being forced or too loose.
It ensures proper assembly despite variations in shrinkage.
3. Sheet Metal Fabrication
Bending and punching cause material deformation, so control is critical:
- Tolerance: Ensures holes are located correctly and surfaces remain flat.
- Allowance: Tab‑and‑slot design includes intentional clearance so pieces fit together after bending.
This coordination avoids misalignment and fit issues during assembly.
4. Cross‑Industry Fit Strategy
Across all methods:
- Define the desired fit (e.g., sliding, interference) to inform allowance.
- Apply tolerances that reflect what your chosen process can realistically achieve.
- Validate with prototypes to confirm parts assemble as intended before scaling.
Effective design ties fit intent (allowance) and manufacturing variability (tolerance) to practical outcomes—ensuring parts are both producible and functional.
Best Practices for Engineers and Buyers?
Not sure when to tighten tolerances or how to plan fit? Here’s how to avoid over‑engineering and under‑specifying—both of which cause delays and cost overruns.
The key is to balance fit precision with manufacturing realities while maintaining functional performance.
In my experience, most manufacturing challenges stem from unclear or inconsistent specifications. Following these guidelines ensures clarity and cost control.
Dive Deeper into Fit and Tolerance Strategy
1. Match Tolerances to Function
Every dimension doesn’t need ultra‑tight control. For example:
- Tight tolerance (±0.01 mm): Use for critical fits like bearing bores or shaft alignments.
- Loose tolerance (±0.5 mm): Perfectly fine for non‑functional cosmetic features.
This selective tightening reduces machining costs and simplifies quality control.
2. Define Allowance First
Before choosing tolerances, identify the fit type required between mating parts:
- Clearance fit: Sliding or removable parts
- Interference fit: Press‑fits for permanent assembly
Use this to back‑calculate acceptable tolerances for shafts and holes.
3. Use Standard Fit Tables
Refer to international standards to simplify decisions:
- ISO 286: Defines hole/shaft systems (e.g., H7/g6)
- ANSI B4.2: U.S. standard for fits
These remove guesswork by matching common applications to proven fits.
4. Communicate Clearly on Drawings
Avoid verbal handoffs or vague emails—use formal annotations:
- GD&T symbols: Define form, orientation, and location tolerances
- Notes: Include process‑specific or function‑based instructions
- Title blocks: Add general tolerance specifications (e.g., ISO 2768‑m)
Clear communication ensures consistent results across suppliers and production runs.
5. Consider Manufacturing Capabilities
Not all processes deliver the same precision. Examples:
| Process | Typical Tolerance |
|---|---|
| Grinding | ±0.005 mm |
| Milling | ±0.01–0.05 mm |
| Die Casting | ±0.1–0.3 mm |
| Injection Molding | ±0.05–0.1 mm |
Always align your design tolerances with what the chosen process can reliably produce.
By adhering to these principles, engineers and buyers avoid misfits, reduce costs, and ensure reliable manufacturing across the supply chain.
Tolerance & Allowance in Quality Control?
Even the best dimensional strategy fails without proper inspection. Implementing tolerance and allowance verification in QC ensures parts fit and function as designed.
Quality control validates both individual part accuracy (tolerance) and assembly performance (allowance).
From my experience, pairing measurement tools with clear documentation eliminates ambiguity and prevents costly assembly issues downstream.
Dive Deeper into QC Implementation
1. Inspection Tools for Tolerances
- Calipers & micrometers: Ideal for checking single dimensions such as diameters or lengths.
- CMMs (Coordinate Measuring Machines): Provide 3D inspection for complex geometries and positional tolerance verification.

These tools confirm parts fall within specified tolerance zones and match CAD intent.
2. Fit Validation Using Allowance
Allowance-focused inspection verifies how parts mate in practice:
- Go/No-Go gauges: Common for press or interference fits.
- Assembly trials: Test-fitting components to ensure smooth functionality—often faster than analytical calculations.
3. Documentation Best Practices
- FAI (First Article Inspection): Capture initial measurements for each critical dimension, including fit conditions.
- PPAP (Production Part Approval Process): Libraries for repeatable inspections in serial production.
- Annotated drawings: Show both dimensional and fit specifications clearly for QC teams and suppliers.
4. Data Tracking & Traceability
Keep records that connect part serial numbers, measurement results, inspection tools used, and calibration dates.
This traceability enables root-cause analysis when issues arise and supports regulatory or customer audits.
In summary, modern QC practices must verify individual dimensions and mating fit. Together, tolerance and allowance inspection ensure parts not only meet spec, but also assemble and perform reliably in the real world.
Conclusion
Tolerance ensures parts are manufacturable; allowance ensures they fit. When used together effectively, they reduce scrap, lower cost, and boost reliability.
Work with Onlyindustries for Precision Fit & Tolerancing?
Ensuring parts both fit correctly and are cost-effective requires expert balance. I guide clients through setting practical tolerances and allowances that support precision without inflating cost.
At Onlyindustries, we align manufacturing intent with production capability, ensuring parts perform reliably from prototype through full-scale runs.
Dive Deeper: How We Support Fit & Tolerance Success
1. Defining Functional Tolerances
We start by identifying which dimensions are critical to part function—such as bearing bores, seal interfaces, or structural areas—and set tolerances accordingly. Non-critical features receive looser tolerances to reduce machining time and cost.
2. Selecting Optimal Allowances
Using fit analysis and industry standards like ISO 286 or ANSI, we calculate appropriate allowances for sliding, press, or transitional fits—ensuring every assembled part behaves as intended in real-world applications.
3. ISO/GD&T-Compliant Documentation
Our engineering team annotates drawings with GD&T symbols and general tolerance callouts (e.g., ISO 2768-m) for clarity. This ensures suppliers and QC teams interpret specifications consistently, lowering risk of error.
4. Consistent Quality from Prototype to Production
We conduct first-piece inspections and develop PPAP procedures to validate dimensional accuracy and fit behavior. In-process checks catch deviations early, minimizing scrap and rework. Final inspection confirms each batch meets both tolerances and assembly allowances.
5. Technical Collaboration & Support
- Fit simulations and tolerance stack-up reviews during design phase
- Supplier capability analysis to match features with proper manufacturing methods
- Continuous feedback loop during production to fine-tune tolerances or process parameters
In summary, at Onlyindustries we don’t just machine parts—we engineer reliable, cost-effective fit solutions tailored to functionality and volume requirements.
