 Skip to content
Skip to content In the world of modern CNC machining, face milling stands out as one of the most essential and versatile operations. From roughing down cast surfaces to preparing critical datum faces, this method plays a vital role in achieving surface flatness, dimensional accuracy, and machining efficiency.
Whether you’re working with aluminum, hardened steels, or composites, understanding face milling will help you improve productivity and part quality. This guide covers everything you need to know — tools, techniques, materials, parameters, and best practices.
What Is an M-Code?
M-codes solve a problem G-codes can’t: they tell the machine what actions to perform beyond tool movement. Without M-codes, a CNC machine wouldn’t know when to start the spindle, turn on coolant, or stop the program.
An M-code (short for Miscellaneous code) is a command in CNC programming that manages machine-side functions rather than tool motion. These include tasks like starting and stopping the spindle, activating coolant, engaging a tool change, or ending a program. Each command starts with the letter “M” followed by a two-digit number (e.g., M03, M08, M30), and they’re critical for real-world machine operation and automation.
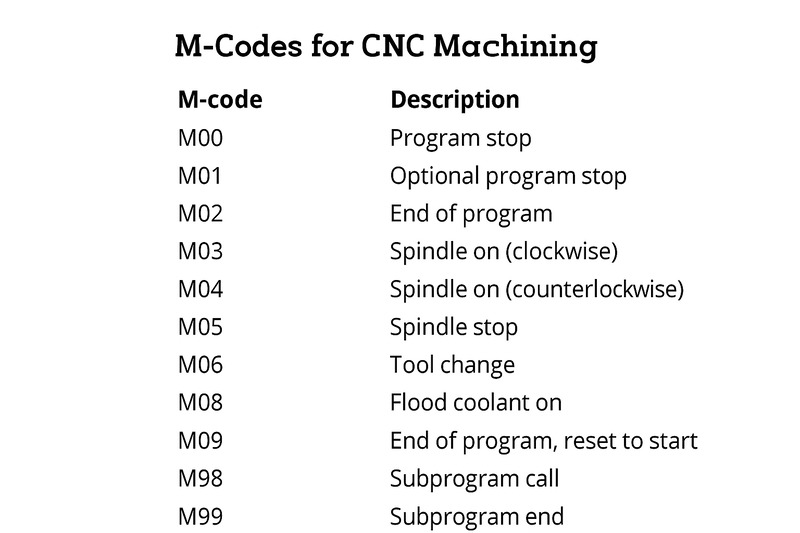
Although G-codes control geometry, M-codes are responsible for triggering physical actions. For example, M03 turns the spindle on clockwise, M08 turns on coolant, and M06 initiates a tool change. Without them, CNC machines couldn’t function beyond simple movement, making them indispensable to modern CNC workflows.
How M-Codes Fit Into CNC Workflows
Let’s break down what makes M-codes essential in a machining program:
| M-Code | Function | When Used |
|---|---|---|
| M03 | Spindle ON (Clockwise) | Before any cutting operation |
| M08 | Coolant ON | When material removal generates heat |
| M05 | Spindle STOP | After finishing a cut |
| M30 | Program End and Reset | At the end of the machining cycle |
These codes are layered into the CNC program alongside G-code. While G01 might move the tool in a straight line, M03 ensures the spindle is rotating before the tool touches the workpiece. Without this coordination, you’d risk broken tools, poor finishes, or even dangerous machine behavior.
M-Codes Are Machine-Dependent
Here’s something crucial: M-codes aren’t universal. The same M-code may perform different functions depending on the machine or controller (Fanuc, Haas, Siemens, etc.). That’s why CNC programmers must always consult the operator’s manual or controller documentation when writing or troubleshooting code.
My Personal Experience
When I first started CNC programming, I underestimated how vital M-codes were. One time, I ran a test cycle with all the motion paths defined, but forgot to include M08. No coolant, no heat dissipation — the endmill burned out halfway through the first cut. That lesson made me double-check M-codes in every program since.
In summary, M-codes are not just technical filler. They’re the bridge between machine capability and functional execution — making them a foundation of every reliable CNC setup.
M-Code vs G-Code: What’s the Difference?
Many CNC newcomers confuse M-codes with G-codes, but understanding the distinction is key to writing reliable, safe programs. Both are critical, but they control entirely different aspects of the machining process.
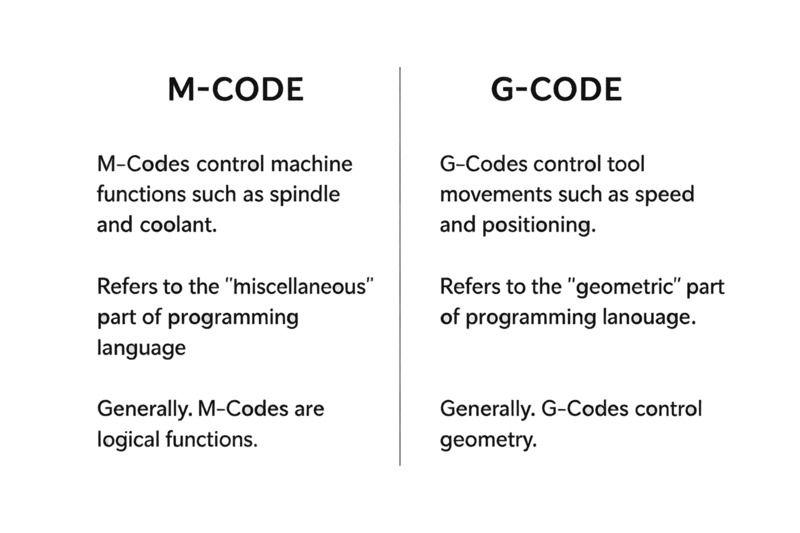
M-codes control machine operations—like spindle rotation, coolant flow, and tool changes—while G-codes direct motion and positioning. In other words, G-codes define “how the machine moves,” and M-codes define “what the machine does.”
G-codes focus on geometric motion: linear cuts, circular paths, and coordinate moves. M-codes, by contrast, manage tasks like starting the spindle (M03), pausing the program (M00), or switching tools (M06). Both work together in tandem to execute a complete machining cycle.
Detailed Comparison Table
| Feature | G-Code | M-Code |
|---|---|---|
| Primary Function | Control geometry and tool movement | Control machine operations and auxiliary actions |
| Examples | G00 (Rapid), G01 (Linear), G02 (CW Arc) | M03 (Spindle CW), M08 (Coolant ON), M30 (End/Reset) |
| Role in Program | Defines motion paths | Handles physical machine actions |
| Execution Order | Determines tool path sequence | Executes parallel or sequenced events like cooling or stopping |
| Controller Dependency | More standardized | Varies by machine brand/controller |
Why the Difference Matters
Mixing up M and G codes can cause real problems. If you forget a G-code, the tool might not move. Forget an M-code, and you might destroy a tool, flood the machine, or leave the spindle spinning at the end of a cycle. I once omitted an M05 (spindle stop) before a manual inspection pause. The machine sat idle, but the spindle kept spinning—dangerous and embarrassing.
Think of It Like This
If a CNC machine were a car, G-codes are like the steering and gas pedals—guiding movement and speed. M-codes are like turning the ignition, switching gears, or activating windshield wipers. You need both to drive, just like a CNC program needs both to machine correctly.
In summary, mastering both M- and G-codes—and knowing when to use each—is essential for efficient, safe, and repeatable CNC operations.achine does.”
Why M-Codes Are Critical in Machining?
Without M-codes, CNC machines would simply move—but never operate. These codes control the real-world functionality that transforms programmed paths into physical results.
M-codes activate the hardware—spindles, coolant, clamps, tool changers—that enables machining to happen. They’re the silent operators that turn motion into manufacturing.
While G-codes chart a course, M-codes make sure the engine is running, the coolant is flowing, and the right tool is in place. Together, they form the backbone of modern CNC automation.
How M-Codes Enable Real-World Machining
- Spindle Activation: M03/M04 turn the spindle clockwise or counterclockwise. Without this, there’s no cutting motion.
- Coolant Management: M08/M09 control coolant flow, vital for heat dissipation and chip evacuation.
- Tool Change Coordination: M06 commands the machine to switch tools—a necessity in multi-step jobs.
- Pause & Stop Functions: M00 and M01 offer stops for inspection, safety, or manual intervention.
- Peripheral Triggers: Advanced M-codes initiate robots, pallet changers, or part probes—enabling full-scale automation.
The Hidden Power Behind Every Cycle
Here’s the thing: the motion might look smooth on the outside, but M-codes are managing the rhythm. For example, in a mold base operation I programmed last year, the success of the job hinged on correctly timing coolant and spindle ramp-ups. Without M-codes executed in sequence, the surface finish would’ve been ruined—and the tool broken.

Integration with Smart CNC Systems
Modern CNC machines extend M-code functionality through PLCs (Programmable Logic Controllers). These allow machine builders and advanced users to create custom M-codes that control:
- Vacuum fixtures
- Bar feeders
- Inspection cycles
- Safety doors and interlocks
Bottom Line
M-codes are the hands that make the magic happen in CNC machining. They control not just individual actions—but the workflow, automation, and safety of the entire process. Without them, you’re left with motion—and no machining.tion.
Commonly Used M-Codes and Their Functions?
M-codes govern essential non-movement operations that allow CNC machines to function smoothly and efficiently.
From controlling the spindle to managing coolant and tool changes, M-codes serve as command switches for machine-side tasks not related to cutting path geometry.
These codes are typically standardized across most controllers, but exact behavior can vary slightly based on machine type and brand. Below is a breakdown of the most common and useful M-codes used in daily CNC programming.
Table: Core M-Codes and Their Meanings
| M-Code | Function | Common Use Case |
|---|---|---|
| M00 | Program Stop | Pause machine for inspection or manual task |
| M01 | Optional Stop | Pauses only if operator activates the optional stop switch |
| M02 | End of Program | Stops program; no reset |
| M03 | Spindle ON (Clockwise) | Standard for drilling, milling, and most operations |
| M04 | Spindle ON (Counterclockwise) | Used for tapping or when reverse direction is needed |
| M05 | Spindle STOP | Halts rotation between operations |
| M06 | Automatic Tool Change (ATC) | Triggers tool swap with preset tool number |
| M08 | Coolant ON | Begins coolant flow for heat management |
| M09 | Coolant OFF | Stops coolant to prevent waste or for dry cuts |
| M10 | Chuck Clamp | Secures part in lathe or rotary device |
| M11 | Chuck Unclamp | Releases part after operation |
| M30 | End of Program + Reset | Stops, resets, and returns to start—used at program end |
| M60 | Pallet Change | Triggers pallet swap in horizontal machining centers |
Machine-Specific Notes
Always check your CNC controller’s documentation. For instance, Haas, Fanuc, Siemens, and Heidenhain may assign slightly different behaviors or extended parameters to these codes.
Personal Anecdote
During one tight-tolerance aerospace prototype job, I used M01 to pause for visual inspection between each pocket. This saved me from scrapping an entire block due to a potential offset mistake. It’s a small command with big impact when used wisely.
Summary
Mastering these M-codes helps reduce programming errors, improve machining efficiency, and ensure seamless execution of your CNC workflow. They’re simple, but essential for real-world machining success.
Real CNC Application Examples?
M-codes aren’t just abstract lines in a CNC program—they’re the backbone of real machine behavior on the shop floor.

Below are two practical scenarios showing how M-codes work in tandem with G-codes to execute complete, functional CNC routines.
These code snippets illustrate the role of M-codes in automated production, making it easy to understand how these instructions apply in actual machining tasks.
Example 1: Basic Drilling Routine with Coolant Control
This snippet performs a simple drilling cycle. It includes tool selection, spindle rotation, coolant activation, a standard canned cycle for drilling, and a proper shutdown.
G21 G90 G17 ; Set to mm, absolute positioning, XY plane
M06 T01 ; Select Tool 1
M03 S1200 ; Start spindle clockwise at 1200 RPM
M08 ; Turn coolant ON
G00 X0 Y0 Z5 ; Rapid move to start position above workpiece
G81 R1 Z-10 F100 ; Drilling cycle: retract height 1mm, drill depth -10mm, feedrate 100 mm/min
G80 ; Cancel canned cycle
M09 ; Turn coolant OFF
M05 ; Spindle STOP
M30 ; End of program and reset
Example 2: Tool Change Between Operations
When performing multiple machining operations, tool changes are essential. M06 directs the machine to automatically swap tools—minimizing downtime and improving accuracy.
M06 T02 ; Switch to Tool 2
M03 S1500 ; Spindle ON (Clockwise) at 1500 RPM
G00 X20 Y20 ; Move to new feature start point
In this case, the tool change precedes further machining. This transition is vital when cutting different materials, geometries, or using varying tool diameters.
Why This Matters in Real Projects
In a production run I supervised for automotive valve covers, synchronizing M08 (coolant) and M03 (spindle) allowed us to maintain precise surface finishes and avoid heat-related deformation. Missed or misordered M-codes can result in tool crashes, part damage, or poor surface quality.
Quick Tips for Effective M-Code Usage
- Sequence is crucial: Always start spindle before cutting, and turn off coolant after final operation.
- Comment your code: This makes it readable for others and reduces mistakes during revisions.
- Test optional stops (M01): Useful in first-run validations to confirm tool paths and positioning.
Summary
Real-world CNC machining success depends on more than just geometry—it requires smart operational control. These M-code examples show how even basic commands enable safe, efficient, and high-quality production.
Best Practices for Using M-Codes?
Even though M-codes seem simple, improper use can lead to inefficient operations or serious machine faults.
The following best practices help ensure safe, clean, and effective execution of M-code commands throughout your CNC programs.

Know Your Machine and Controller
Different CNC systems (Fanuc, Haas, Siemens, Heidenhain) may interpret the same M-code differently. For instance, while M06 is almost universally used for tool changes, its execution sequence might vary depending on whether the machine is a vertical mill or a lathe.
- Tip: Always consult the OEM programming manual for your specific CNC controller.
- Example: On a Haas mill, M30 ends and resets the program, but on some older Fanuc systems, M02 may function similarly without a reset.
Use Code Comments
Labeling M-codes in your program increases readability and helps with debugging and collaboration.
M08 ; Coolant ON
M03 ; Spindle ON (CW)
M01 ; Optional Stop for Inspection
Comments are particularly important when troubleshooting, handing off code to another operator, or reusing programs across machines.
Sequence and Timing Matter
M-codes often control functions that must occur before or after tool motion. Improper ordering can cause serious issues—from running dry cuts to damaging tools during a tool change.
- Correct: M03 (Spindle ON) should always precede any feed moves.
- Correct: M09 (Coolant OFF) should come after all operations that require coolant.
Synchronize with G-Codes
Think of M-codes as the machine’s hands and G-codes as its legs. They must work together in harmony for optimal performance. Don’t just focus on motion paths—consider when and how machine functions should engage.
- Example: During a tapping cycle, M03 and M04 must coordinate with G84/G74 to control spindle direction.
Use Optional Stops (M01) Strategically
M01 is a valuable tool during program testing or when manual inspection is required after specific operations. If the operator has the optional stop switch ON, M01 pauses the program—without permanently halting it.
- Use M01 after critical cuts, deburring operations, or just before tool changes for first-run setups.
Maintain Code Cleanliness and Version Control
Keep your CNC programs organized with consistent formatting and comments. Use versioning if your shop handles multiple program iterations.
- Tag program versions (e.g., Rev A, Rev B) and document any M-code changes.
- Avoid excessive repetition of M-codes that don’t need to be reissued.
Summary Table: M-Code Best Practice Checklist
| Practice | Why It Matters |
|---|---|
| Know your controller | Prevents misinterpretation of M-code functions |
| Use comments generously | Improves code readability and maintenance |
| Sequence commands correctly | Prevents machine crashes and dry runs |
| Align M- and G-codes | Ensures coordinated and accurate execution |
| Use M01 optionally | Facilitates safe mid-program inspections |
Final Thought
M-codes provide the critical operational backbone of every CNC job. Treat them with the same level of precision and care you apply to motion paths. The result? Safer machining, longer tool life, and higher part consistency.
Advanced M-Code Applications (Custom or Extended M-Codes)?
Standard M-codes cover essential CNC machine functions like spindle control and coolant activation. But in advanced, high-automation environments, extended or custom M-codes unlock far greater functionality—from robotic integration to real-time inspection and IoT-triggered commands.

So, what are these extended M-codes, and how are they deployed in modern CNC workflows?
What Are Extended or Custom M-Codes?
Extended M-codes go beyond the basic machine operations defined by the CNC controller’s default library. Typically ranging from M80–M199, these codes perform user-defined or OEM-specific operations. They’re often linked to the CNC’s PLC (Programmable Logic Controller), enabling broader automation and machine coordination.
- M80–M89: Probing, measurement cycles, sensor input/output control
- M90–M99: Custom macros, data logging, custom alerts
- M100–M199: OEM- or integrator-assigned codes for robots, conveyors, IoT triggers, etc.
Example: Probing for Part Setup
Modern CNCs often use M-codes to initiate a touch probe sequence:
M86 ; Start part probing cycle
This command tells the machine to engage the spindle-mounted probe, locate the workpiece edge or center, and adjust the work offset accordingly.
Common Advanced M-Code Applications
| M-Code Range | Application | Description |
|---|---|---|
| M80–M89 | Probing & Measurement | Start automated tool length probing or part alignment |
| M90–M99 | Custom PLC Integration | Trigger signals to clamps, lights, air jets, or inspection devices |
| M100–M199 | OEM/Integrator Extensions | Interface with robots, load/unload arms, or cloud-based systems |
Real-World Examples
- M110: Activate robotic arm to remove a finished part
- M120: Engage automatic door closer on an enclosed machine
- M130: Launch barcode scanning cycle for part traceability
- M150: Send production completion signal to MES system
Important Considerations
Using custom or extended M-codes requires configuration on both the CNC controller and the PLC. You may need:
- OEM documentation or integrator support
- Custom ladder logic (PLC programming)
- Testing and validation in simulation mode before deployment
Dive Deeper: How Extended M-Codes Are Created
Depending on your machine controller, extended M-codes can be assigned through various methods:
- Fanuc: M-code → Address → Macro call (via MFIN or ladder logic)
- Siemens: Use OEM Cycle libraries and PLC tags
- Heidenhain: Implemented via Q-parameters and control variables
These advanced M-codes essentially act as machine-level “shortcuts” to custom hardware or sequences that aren’t part of the default CNC behavior.
Benefits of Advanced M-Code Integration
- Process Automation: Minimize manual intervention and operator fatigue
- Higher Efficiency: Automated actions reduce cycle times and increase throughput
- Smart Factory Compatibility: Link CNC output with ERP, MES, or IoT dashboards
- Multi-machine Coordination: Synchronize conveyors, robots, and inspection tools
Final Thoughts
Extended M-codes are not just bells and whistles—they’re powerful tools that bring full-scale automation and intelligent decision-making into your CNC environment. If you’re looking to improve throughput, reduce downtime, or enhance repeatability, it’s time to explore what custom M-codes can do for your shop.
Conclusion
Without M-codes, CNC machining would be motion without meaning. These essential commands transform static toolpaths into dynamic, functioning processes—governing everything from tool changes to coolant flow and safety stops. While often overshadowed by the more visible G-codes, M-codes are the behind-the-scenes heroes that keep manufacturing systems running smoothly.
Whether you’re a programmer writing your first CNC program or an automation engineer optimizing a multi-axis cell, understanding M-codes is a non-negotiable skill. Mastering how and when to apply them—especially with custom and advanced ranges—can help you streamline operations, improve production quality, and unlock new levels of automation.
Recap: Why M-Codes Matter
- They control the non-motion aspects of a CNC machine—spindles, coolants, doors, and more
- They integrate with G-codes to form a complete and functioning CNC program
- Advanced M-codes allow automation, robotics, and smart factory integration
Looking Ahead: Smarter Machines, Smarter Code
As machines become smarter and CNC systems more complex, M-codes will continue to evolve. From real-time monitoring triggers to digital twin synchronizations, tomorrow’s manufacturing floors will rely even more heavily on intelligent control code—not just for movement, but for complete machine orchestration.
Ready to Optimize Your CNC Workflow?
At Onlyindustries, we go beyond basic programming to provide advanced CNC machining services tailored to your needs. Whether you’re developing precision parts or implementing automated cells, we offer expert guidance on M-code integration, multi-axis programming, and turnkey CNC solutions.
Contact us today to find out how we can elevate your CNC performance—one line of code at a time.
Need CNC Programming Support or Precision Machining Services?
Many teams struggle with scaling CNC machining from prototype to production due to programming complexity or lack of internal resources.
If you’re working with tight deadlines, challenging geometries, or multi-step operations, expert support can make a measurable difference. Our CNC programming and machining services are designed to help you hit tolerances, reduce cycle time, and avoid costly rework—without compromising speed or quality.
How Onlyindustries Supports Your CNC Projects
- Full-Service CNC Machining: Milling, turning, 5-axis, and Swiss-style machining across metals and plastics
- Expert G-Code & M-Code Programming: From setup sheets to full automation logic
- Low-Volume to Mid-Volume Production: Scalable from 1 to 5,000 units
- DFM Feedback: Real-time Design for Manufacturability review to simplify and optimize geometry
- Integrated Inspection: CMM, surface finish testing, and First Article Inspection (FAI) available on request
Industries We Serve
Our experience spans across sectors including:
| Industry | Use Cases |
|---|---|
| Aerospace | Structural parts, brackets, sensor housings |
| Medical | Custom implants, surgical jigs, bio-compatible enclosures |
| Robotics | End effectors, grippers, housings |
| Automotive | Pre-series components, EV prototypes, performance parts |
| Energy | Turbine mounts, custom hardware, retrofit components |
Ready to Get Started?
Whether you need a single part or a production run of thousands, we’re ready to help. Our team of engineers and machinists is just a call or email away.
Let’s discuss your next CNC challenge. Contact Onlyindustries for tailored, high-precision machining—backed by industry know-how and M-code mastery.
