 Skip to content
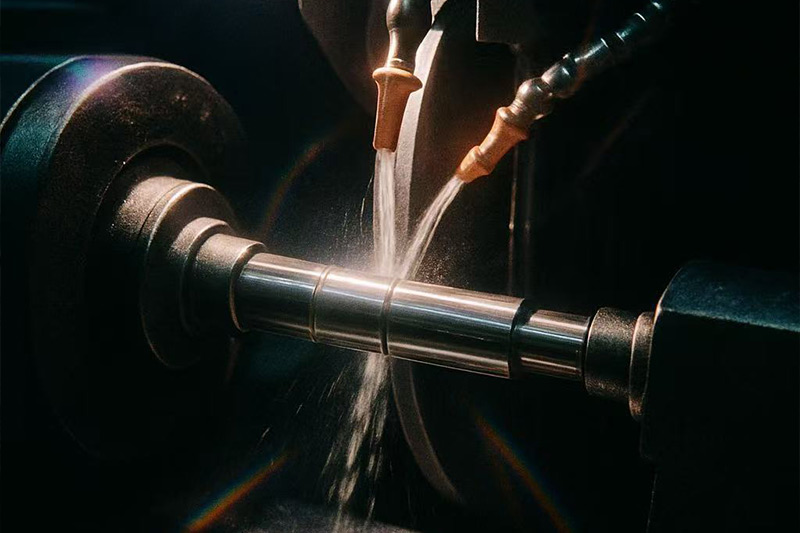
Skip to content When tolerances are razor-thin and surface finish is everything, grinding isn’t optional—it’s essential.
CNC grinding is the final word in precision finishing. By using abrasive wheels instead of traditional cutting tools, this process delivers microns-level accuracy and ultra-smooth surfaces that most machining methods can’t touch.
In this guide, I’ll walk you through what CNC grinding really is, what types of machines and wheels are available, key parameters to control, and when it makes sense for your parts and tolerances.
What Is CNC Grinding?
Precision doesn’t happen by accident—CNC grinding delivers it by design.
CNC grinding is a high-accuracy, computer-controlled finishing process that removes tiny amounts of material using an abrasive wheel. Unlike milling or turning, which cut the material using shearing forces, grinding uses friction to wear the material down, allowing for ultra-tight tolerances and excellent surface finishes.
It’s the go-to method when a part needs to be perfectly round, flat, or within a micron. Whether I’m finishing hardened steel tools or delivering mirror-polished surgical implants, CNC grinding gives me unmatched control over surface quality and part geometry.

Dive Deeper
Let’s break it down into what makes CNC grinding unique and indispensable:
1. Precision Beyond Traditional Machining
Standard CNC cutting methods like milling or turning typically yield tolerances in the range of ±0.01 mm. Grinding pushes that boundary further—achieving ±0.001 mm or better. This is critical for applications like fuel injection components, orthopedic implants, and aerospace bearings where even a micron’s deviation can lead to failure.
2. Surface Finish You Can’t Beat
Grinding delivers surface finishes down to Ra 0.1 µm—far smoother than what you’ll get with milling or turning (usually Ra 1.6–3.2 µm). This matters when sealing is involved or when a part must slide against another with minimal friction and wear.
3. Material Capabilities
CNC grinding is the best option for hard-to-machine materials. I often use it to finish hardened tool steels, ceramics, tungsten carbide, and heat-treated alloys—materials that dull or damage regular end mills but yield to abrasive grinding wheels.
4. Controlled by Code
All grinding operations are driven by G-code, which means the machine executes tool paths, speeds, and feed rates with absolute consistency. That’s how I ensure every part, from prototype to production batch #1000, is exactly the same.
5. Real-World Performance
In practice, CNC grinding isn’t just a finishing step—it’s a problem solver. I’ve used it to correct dimensional drift after heat treatment, resurface warped molds, and restore the function of worn-down shafts and pins.
| Feature | Grinding | Other CNC Machining |
|---|---|---|
| Material Removal | Abrasion via friction | Shearing with a cutting tool |
| Tolerance | ±0.001 mm | ±0.01 mm |
| Surface Finish | Ra 0.1 µm | Ra 1.6–3.2 µm |
| Ideal Material | Hardened steel, ceramics | Aluminum, brass, mild steel |
| Use Case | Final finishing, tight tolerance | Profiling, bulk material removal |
If there’s one takeaway I emphasize when talking to clients, it’s this: grinding isn’t just for polishing—it’s for parts that have to be perfect. And when failure isn’t an option, I trust CNC grinding to meet the spec, every time.
How CNC Grinding Works?
Surface perfection starts behind the scenes—let’s break down the CNC grinding process.
CNC grinding works by using a rotating abrasive wheel to remove tiny amounts of material from a workpiece. What makes it powerful is that this entire process is driven by computer code (G-code), which controls every movement, depth, and speed with surgical precision.
Unlike traditional grinding, which depends heavily on the operator’s skill, CNC grinding ensures repeatability, speed, and micron-level tolerances—all achieved through automation and digital control.
Dive Deeper
Understanding how CNC grinding works is key to unlocking its full potential. Here’s a breakdown of the complete workflow, from setup to final inspection:
1. Setup & Workholding
The process begins by securely mounting the part. Depending on the part geometry, I use magnetic chucks, rotary tables, or precision vises. Proper fixturing ensures there’s no vibration or deflection during grinding—especially important for thin-walled or hardened parts.
2. Programming the G-Code
Next, I create a grinding program using CAM software. This includes defining the tool path, wheel speed (RPM), feed rate, and infeed depth. For complex geometries like tapers or contours, simulation software helps me visualize the tool engagement and avoid collisions or overgrinding.
3. Grinding Passes
The grinding wheel—made of abrasive materials like aluminum oxide, CBN, or diamond—spins at high speed. As it engages the workpiece, it removes material by wearing it away through friction, not shearing like milling or turning. Depending on the required finish, I may use roughing passes followed by fine finishing passes.
4. Coolant Control
Coolant isn’t optional in grinding—it’s essential. I ensure a continuous flow of coolant to prevent thermal distortion, reduce wheel wear, and flush away metal particles (swarf). Even small amounts of heat can alter dimensions or damage the material structure, especially in hardened steels or ceramics.
5. Precision Inspection
After grinding, parts are inspected using CMMs, surface profilometers, or dial gauges. I typically check roundness (for cylindrical parts), flatness (for surface grinding), and surface roughness (Ra). This final check confirms whether the part meets specifications before it’s approved for delivery.
Key Inputs and Parameters
| Process Step | Control Parameter | Typical Range |
|---|---|---|
| Grinding Wheel Speed | RPM / Surface Speed (m/s) | 1,500–4,500 RPM |
| Feed Rate | mm/min | 5–50 mm/min |
| Depth of Cut | Microns per pass | 0.005–0.10 mm |
| Coolant Flow | Pressure / Flow Rate | Continuous (5–15 L/min) |
What sets CNC grinding apart isn’t just the precision—it’s the control. I can machine hardened parts to exact geometry with predictable results, time after time. Whether I’m finishing a turbine blade or resurfacing a carbide punch, this process ensures the outcome is always production-ready.
Types of CNC Grinding Machines
Not all grinding is created equal—each machine has a unique role in delivering accuracy and finish.
CNC grinding machines are specialized tools designed to grind specific part geometries and surface types. From flat plates to cylindrical shafts and internal bores, each machine type offers tailored capabilities based on motion, part contact, and wheel orientation.
Choosing the right CNC grinding machine starts with understanding your part’s shape, material, and performance requirements. Here’s how I break it down across machine types.
Dive Deeper
1. Surface Grinding Machines
These machines grind flat surfaces using a rotating abrasive wheel. I typically use them when I need a fine surface finish on molds, plates, or dies. The wheel moves horizontally or vertically across the workpiece, which is mounted on a magnetic chuck or vacuum table.
| Feature | Details |
|---|---|
| Use Case | Precision flat surfaces |
| Common Parts | Tooling bases, gauge blocks, spacer plates |
| Finish Quality | Ra 0.2–0.8 µm |
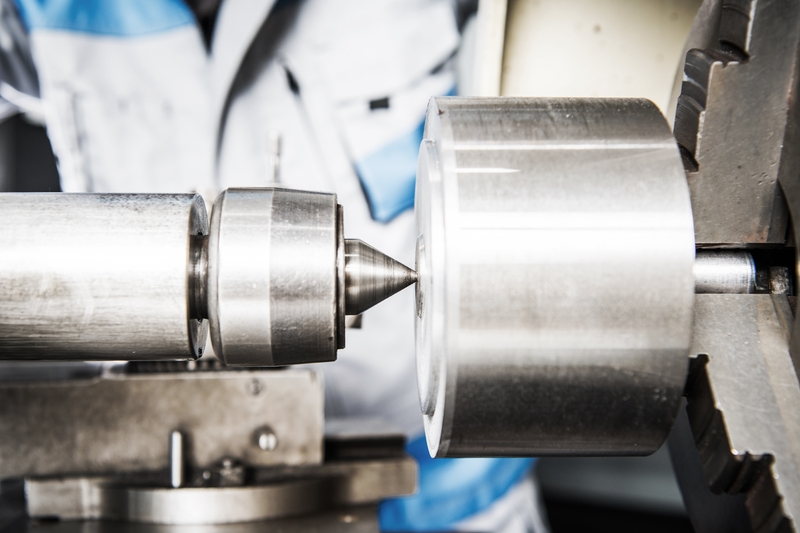
2. Cylindrical Grinding Machines
When I need to finish round components like shafts or rollers, cylindrical grinders are my go-to. The part rotates around its axis, and the grinding wheel removes material from the outer diameter (OD) or internal diameter (ID).
- OD Grinding: For external profiles—used on camshafts, pins, and rods.
- ID Grinding: For internal bores—common in sleeves, bushings, or bearing housings.
3. Centerless Grinding Machines
In high-volume production, centerless grinders are incredibly efficient. Unlike cylindrical grinders, these machines don’t use centers or chucks. Instead, the part is supported between a regulating wheel and a grinding wheel.
This method is perfect for mass-producing parts like dowel pins, shafts, or needles. The setup allows continuous feeding of parts, making it faster and more consistent for long production runs.
4. Tool & Cutter Grinding Machines
For reconditioning or manufacturing cutting tools—like end mills, drills, or reamers—this is the machine I use. It features multi-axis control and allows me to create complex edge geometries, rake angles, and reliefs.
Some of the best results come from tool grinders with automatic wheel changers and optical measuring systems, ensuring sharpness and accuracy down to the micron.
5. Internal Grinding Machines
Designed specifically to access tight internal diameters, these machines are ideal when tolerances are ultra-critical inside small bores. They’re common in bearing races, valve guides, and hydraulic sleeves.
Accuracy here is often in the ±0.001 mm range, and surface finishes can reach Ra 0.1 µm or better with diamond abrasives.
6. Creep Feed Grinding Machines
Unlike traditional grinding, creep feed grinding removes large amounts of material in one deep pass. This machine type is designed for slow feed rates and high wheel loads, perfect for hard metals and complex profiles.
It’s commonly used in aerospace components like turbine blades, where tight tolerance and deep contours are required.
Comparison Table: CNC Grinder Types
| Machine Type | Key Function | Ideal Applications |
|---|---|---|
| Surface Grinder | Flat surface finishing | Mold bases, tooling plates |
| Cylindrical Grinder | OD/ID round part finishing | Shafts, rollers, sleeves |
| Centerless Grinder | High-speed round part throughput | Pins, rods, dowels |
| Tool & Cutter Grinder | Edge profile on cutting tools | Drills, end mills, taps |
| Internal Grinder | Precise bore finishing | Bearings, bushings |
| Creep Feed Grinder | Deep cut profiling | Aerospace blades, hard alloy shapes |
Whether I’m making ultra-precise medical tools or resurfacing aerospace parts, selecting the right CNC grinding machine sets the tone for tolerance, finish, and throughput.
Abrasive Wheel Types and Materials
When it comes to grinding, the abrasive wheel is your cutting tool—and choosing the right one makes all the difference.
Abrasive wheels vary by material, structure, hardness, and bonding method. Each type is tailored to the workpiece material and grinding objectives, such as surface finish, dimensional control, and wheel life. Below, I’ll walk through the most common wheel types I use, when I use them, and why material compatibility matters.
The right abrasive doesn’t just cut—it enhances performance, reduces cycle times, and preserves tolerance over long production runs.
Dive Deeper
1. Aluminum Oxide (Al₂O₃)
My go-to for general-purpose grinding of steels, aluminum oxide wheels are tough, cost-effective, and widely available. I use these on tool steels, mild steel, and alloy steel components.
| Attribute | Details |
|---|---|
| Best For | Carbon steel, alloy steel, tool steel |
| Advantages | Durable, affordable, moderate wear resistance |
| Limitations | Not ideal for very hard or non-ferrous materials |

2. Silicon Carbide (SiC)
This extremely sharp but brittle abrasive excels on hard, non-ferrous materials like brass, aluminum, titanium, and ceramics. I use it where aluminum oxide would clog or glaze too quickly.
- High cutting power but wears faster than Al₂O₃
- Common in finishing ceramics and cast iron
3. CBN (Cubic Boron Nitride)
When I’m grinding hardened tool steels (above 50 HRC), CBN wheels are my best option. Their hardness is second only to diamond, and they offer long-lasting performance with less dressing required.
Though they come at a premium price, they drastically reduce downtime in high-volume production. I often spec CBN for aerospace shafts, camshafts, and bearing races.
4. Diamond
Diamond abrasives are unmatched in hardness and are perfect for ultra-hard materials like carbide, ceramics, glass, and composite parts. I use diamond wheels for grinding cutting tool inserts or ceramic medical components that demand flawless finish.
| Abrasive Type | Ideal Materials | Common Use Cases |
|---|---|---|
| Aluminum Oxide | Tool steels, mild steels | General OD/ID grinding, mold bases |
| Silicon Carbide | Brass, aluminum, cast iron | Non-ferrous part finishing, die grinding |
| CBN | Hardened steels (≥ 50 HRC) | Automotive cams, aerospace shafts |
| Diamond | Ceramics, composites, carbides | Tool grinding, medical ceramics, glass |
Bond Types
Besides the abrasive grain, wheel bonding type plays a crucial role:
- Vitrified Bonds: Rigid and porous, ideal for precision grinding.
- Resin Bonds: Softer and more forgiving, great for fine finishes and complex profiles.
- Metal Bonds: Extremely durable, typically used in diamond and CBN wheels.
Wheel Selection Tips
- Match abrasive to part hardness and material composition
- Balance wear resistance with surface finish goals
- Use dressing tools to maintain shape and exposure of grains
Ultimately, abrasive wheel choice can make or break a grinding operation. I always recommend testing under actual machining conditions—because what works on paper often behaves differently under load, heat, and coolant interaction.
Key Parameters in CNC Grinding
Precision in grinding isn’t just about the tool—it’s about how you use it.
Grinding may look like a simple surface contact process, but in reality, every parameter—speed, feed, depth, coolant—works in unison to achieve micron-level accuracy and smoothness. In my shop, even a slight miscalculation in feed rate or wheel speed can impact both part quality and tool life.
Understanding and tuning the key parameters in CNC grinding is the foundation of achieving repeatable results on high-tolerance jobs.
Dive Deeper
1. Wheel Speed (RPM)
Wheel speed, also referred to as surface feet per minute (SFM), dictates how fast the abrasive contacts the material. The right speed ensures efficient cutting without burning or glazing.
- Too low: Inefficient cutting, rough surface finish
- Too high: Excessive wheel wear, heat buildup
- Rule of thumb: For surface grinding, 5,000–6,000 SFM is common; adjust based on material and wheel type.
2. Feed Rate
Feed rate determines how quickly the grinding wheel moves across the part. A slower feed delivers a finer finish, while a faster feed removes more material—but risks chatter or tolerance drift.
| Feed Type | Common Value | Best Used For |
|---|---|---|
| Traverse Feed | 0.1–0.6 mm/rev | Surface grinding of large areas |
| Infeed Rate | 0.005–0.05 mm/pass | Finishing passes or tight tolerance jobs |
3. Depth of Cut
Grinding takes place in microns, not millimeters. My rule: remove as little material as necessary to maintain part geometry and avoid thermal distortion.
- Rough Passes: 0.05–0.1 mm per pass
- Finish Passes: 0.002–0.01 mm per pass
- Always ramp down in stages to prevent burn marks or tolerance deviations
4. Coolant Flow & Type
Coolant plays a critical role in thermal management and surface finish. I’ve seen parts ruined due to poor coolant flow, even when all mechanical parameters were perfect.
- Flow rate: Sufficient to clear chips and cover the grinding zone
- Coolant types: Water-soluble oil (most common), synthetic fluids for fine finishes
- Tip: Use flood cooling for deep cuts and mist for light finishing operations
5. Wheel Dressing
Dressing rejuvenates the abrasive wheel surface and ensures accurate form. I often dress wheels before every precision finishing cycle.
| Dressing Type | Tool Used | Use Case |
|---|---|---|
| Rotary Dressing | Rotary diamond dresser | High-volume CNC production |
| Single-Point Dressing | Diamond nib | General-purpose or low-volume work |
Parameter Optimization Workflow
- Start with manufacturer-recommended settings
- Perform test runs and monitor surface finish (Ra), temperature, and cycle time
- Adjust one variable at a time: speed → feed → depth → coolant
- Use in-process sensors (thermal, acoustic) for real-time feedback
Remember, CNC grinding is as much about feel as it is about numbers. Fine-tuning these parameters for each material, part geometry, and tolerance requirement is what separates good machinists from great ones.
Benefits of CNC Grinding
In high-precision manufacturing, minor errors mean major consequences.
CNC grinding has become a game-changer for producing components that demand ultra-tight tolerances, exceptional finishes, and repeatable quality. I’ve used it extensively in aerospace, medical, and tooling projects where no other process delivers the same level of performance.

From hardened steel shafts to ceramic implants, CNC grinding consistently adds value across industries. Let’s break down why.
Dive Deeper
1. Micron-Level Precision
CNC grinding achieves dimensional accuracy in the micrometer range—typically within ±0.001 mm. That’s 10x more accurate than standard CNC milling or turning.
- Why it matters: Tolerances this tight are essential for press fits, bearing seats, and alignment-critical assemblies.
- Example: On a high-speed spindle or fuel injector, even a 0.005 mm deviation can result in performance issues or complete failure.
2. Exceptional Surface Finish
With proper wheel selection and dressing, CNC grinding can reach Ra surface roughness values as low as 0.1 µm.
- Why it matters: In sealing surfaces, orthopedic implants, or mirror-finished tooling, this level of finish prevents leakage, friction, or bacterial contamination.
- Comparison: Standard CNC milling typically delivers Ra 1.6–3.2 µm, which isn’t acceptable for high-performance specs.
3. Repeatability and Automation
Thanks to programmable G-code and closed-loop control, CNC grinders can produce identical parts with minimal variation—even in long runs.
- Benefit: Consistent parts reduce inspection time and quality control costs.
- In practice: We ran a 2,000-part production of hardened dowel pins and measured a dimensional variation of just 0.0012 mm across batches.
4. Material Versatility
CNC grinding can handle materials that are traditionally considered “difficult to machine.”
| Material | Common Application |
|---|---|
| Hardened Steel (HRC > 60) | Dies, punches, mold inserts |
| Ceramics | Medical implants, precision guides |
| Carbides | Tooling, cutting inserts |
| Titanium | Aerospace bushings, surgical tools |
5. Capability for Complex Geometries
CNC grinders can perform intricate operations such as:
- Grinding threads and splines
- Forming tapers and radii
- Profiling grooves or contours
- Finishing internal bores with high concentricity
Example: In turbine blade production, we use CNC creep feed grinding to maintain airfoil profiles within ±0.01° angular tolerance while achieving mirror finishes.
6. Operational and Lifecycle Efficiency
Although grinding can have higher per-cycle times, its benefits often outweigh the cost in terms of scrap reduction, tool life, and assembly performance.
- Less post-processing: Minimal deburring or polishing needed
- Improved part longevity: Smooth finishes reduce friction and wear
- Fewer rejects: Precision avoids costly part rework or scrapping
In summary, CNC grinding isn’t just about precision—it’s about process optimization. Whether I’m finishing a camshaft or refining a titanium bone screw, grinding gives me the consistency, control, and confidence to meet the highest standards.
Challenges and Solutions in CNC Grinding
Even the most precise machining process comes with its share of hurdles.
While CNC grinding offers unmatched accuracy and finish, it also introduces unique operational challenges. I’ve faced issues like wheel wear mid-batch and surface burns on expensive aerospace parts — and learned that proactive design and setup make all the difference.

This section breaks down the most frequent grinding challenges and the proven solutions we apply to overcome them.
Dive Deeper
1. Wheel Wear
Grinding wheels degrade over time, especially during prolonged operations on hard materials like tool steel or Inconel.
- Problem: Loss of dimensional accuracy and poor surface finish
- Solution: Use in-process dressing systems or scheduled offline dressing. Choose durable abrasives like CBN for hardened steels.
- Pro Tip: For batch consistency, we calibrate wheel balance after every tool change and log wear rates in our CAM system.
2. Thermal Distortion
Heat from grinding can alter part geometry or leave burn marks — especially when grinding hardened materials or using deep passes.
- Problem: Size deviation, microcracks, metallurgical defects
- Solution: Increase coolant flow, reduce depth of cut, and optimize wheel speed. We also use variable-frequency drives to adjust spindle RPM in real time.
- Coolant Strategy: High-pressure through-spindle delivery + mist collector to avoid contamination.
3. Vibration and Chatter
Tool or fixture vibration leads to inconsistent finishes, tool marks, and even premature wheel wear.
- Problem: Surface ripples, reduced dimensional control
- Solution: Use rigid fixturing, balance wheels precisely, and dampen spindles. Anti-vibration mounts and stable machine foundations are essential.
- Pro Tip: We monitor vibration using piezo sensors and make fine adjustments during warm-up runs.
4. Programming Complexity
Grinding geometries—especially tapers, threads, and contours—require highly precise toolpaths.
- Problem: Errors in CAM code or inconsistent material removal
- Solution: Simulate toolpaths before execution, and use CAM software specifically optimized for grinding (e.g., NUMROTO, Mastercam with grinding modules).
- Design Tip: Maintain consistent material allowance during upstream processes like turning or milling to minimize grind depth variability.
5. Tolerance Drift in Long Runs
Over time, factors like spindle temperature, wheel degradation, or fixture wear can cause gradual dimensional deviation in production runs.
- Problem: Rejected parts, increased inspection time
- Solution: In-process gauging, periodic recalibration, and thermal compensation software on newer CNC platforms
- What We Do: We use closed-loop measurement systems that trigger automatic wheel compensation after every 50 cycles.
Summary Table: Troubleshooting CNC Grinding
| Challenge | Root Cause | Solution |
|---|---|---|
| Wheel Wear | Extended use, improper dressing | Regular dressing, CBN wheels, balanced spindle |
| Burn Marks | Poor coolant flow, excessive depth | Coolant optimization, lighter passes |
| Chatter | Machine instability, poor fixturing | Rigid setup, anti-vibe wheels |
| Programming Errors | Manual code entry, unclear CAD | Grinding-specific CAM and toolpath simulation |
| Tolerance Drift | Heat, fixture wear, wheel changes | In-process monitoring and thermal offsets |
By understanding these common pitfalls and engineering your grinding setup accordingly, you not only reduce scrap and inspection time — you increase production confidence across the board.
CNC Grinding vs. CNC Milling: What’s the Difference?
These two processes remove material, but they couldn’t be more different in execution.
CNC grinding and CNC milling are both precision machining methods, yet each serves unique purposes. Over the years, I’ve learned when to switch from a milling strategy to grinding — usually when tolerances tighten or surfaces require mirror-like finishes. Let’s break down how these processes compare.

If you’re unsure which process is right for your part, this side-by-side guide will clarify the differences in method, application, finish, and efficiency.
Dive Deeper
Core Functional Differences
At a basic level, the distinction lies in how each method removes material:
- CNC Milling: Uses sharp, rotating tools (like end mills) to shear away material in defined toolpaths.
- CNC Grinding: Uses abrasive wheels to wear down material through friction, enabling much finer control and finishes.
Head-to-Head Comparison Table
| Feature | CNC Grinding | CNC Milling |
|---|---|---|
| Material Removal | Abrasion (grit-based) | Shearing (cutting tool) |
| Surface Finish | Ra 0.1–0.4 µm (ultra-fine) | Ra 1.6–3.2 µm (moderate) |
| Tolerance Capability | ±0.001 mm | ±0.01 mm |
| Ideal Use Case | Finishing hardened or complex parts | General shaping, slots, profiles |
| Tooling | Abrasive grinding wheels | End mills, face mills, drills |
| Material Suitability | Hardened steel, ceramics, glass | Aluminum, mild steel, brass |
| Heat Generation | High – needs cooling | Moderate – managed by chip load |
| Part Geometry | Excellent for bores, tapers, and contours | Versatile for 2.5D and 3D shapes |
When to Choose CNC Grinding
- You need micron-level accuracy
- The material is hardened (e.g., after heat treatment)
- Surface finish must be exceptionally smooth
- The part is already close to final dimension (finishing)
When to Choose CNC Milling
- You’re roughing out shapes or cutting cavities
- Part tolerances are moderate
- Material is relatively soft or non-ferrous
- You need flexibility in complex contours and toolpaths
Use Cases from Our Experience
- Grinding: We grind orthopedic implants to eliminate burrs and achieve Ra 0.2 µm, especially post-heat treatment.
- Milling: For electronics enclosures, we use high-speed milling to rough and finish aluminum in fewer setups.
Pro Tip:
Don’t think of CNC grinding as a replacement for milling — think of it as a finishing complement. We often mill first, grind last, especially when parts must meet ISO 2768-f or tighter standards.
Ultimately, pairing both methods strategically can reduce machining time while achieving superior quality — especially when surface function and dimensional integrity are on the line.
Common CNC Grinding Applications: Where Precision Meets Performance
From turbine blades to surgical tools, CNC grinding shows up when tolerance and finish truly matter.
CNC grinding plays a pivotal role across multiple industries where micron-level accuracy and mirror-smooth finishes are mandatory. I’ve seen this firsthand in projects ranging from orthopedic bone screws to aerospace fuel nozzles. Here’s a breakdown of where CNC grinding excels — and why it’s often the final touch before parts go to market.
Whether it’s for functional performance or visual perfection, these applications prove why CNC grinding is irreplaceable in advanced manufacturing.
Dive Deeper
Tool & Die Manufacturing
In tool and die making, edge integrity and dimensional stability are everything. We regularly use CNC grinding for:
- Sharpening end mills, drills, and reamers
- Finishing mold cores and cavity surfaces
- Grinding hardened die inserts post-heat treatment
Without this finishing step, tools would wear prematurely, causing costly failures on production lines. The accuracy here often reaches ±0.001 mm, and surface finishes below Ra 0.2 μm are not uncommon.
Aerospace Components
In aerospace, weight reduction, fatigue strength, and performance depend on geometrically complex parts — many of which are hardened or made from exotic alloys. CNC grinding is used to produce:
- Blisk contours and turbine blade profiles
- Landing gear shafts and bearing races
- Valve seats and nozzle tips
The industry demands both dimensional precision and a flawless finish to prevent stress risers, making grinding indispensable during final machining stages.
Automotive Parts
In high-volume automotive production, consistency and cost-efficiency must coexist. CNC grinding is used for:
- Crankshaft and camshaft journals
- Transmission shafts and gear bores
- Valve lifters and injector bodies
Here, centerless grinding shines — producing thousands of identical shafts with minimal variation. Hard turning can’t achieve the same surface quality or concentricity.
Medical Devices
Implants and surgical instruments require ultra-smooth surfaces and burr-free edges. We routinely grind components like:
- Bone screws and spinal implants
- Scissors, shears, and surgical tweezers
- Orthopedic joint components
The medical field often requires surface finishes of Ra ≤ 0.1 μm for biocompatibility and sterilization. Grinding is not optional — it’s essential.
Industrial Equipment
Heavy machinery relies on durable, wear-resistant parts, especially for hydraulics and motion control. CNC grinding applies to:
- Hydraulic rods and pistons
- Gear hubs and couplings
- Linear guide rails and bearing assemblies

Here, the priority is minimizing friction and maximizing part longevity under stress, vibration, and contamination — all aided by surface refinement through grinding.
Summary Table: CNC Grinding by Industry
| Industry | Typical Components | Why Grinding? |
|---|---|---|
| Tool & Die | Cutting tools, dies, punches | Edge retention, shape accuracy |
| Aerospace | Turbine blades, gear shafts | Heat-resistant alloys, fatigue prevention |
| Automotive | Crankshafts, valves, gears | High-volume, wear resistance |
| Medical | Implants, surgical tools | Biocompatibility, burr-free finish |
| Industrial | Hydraulic parts, bearing hubs | Surface friction control, hard materials |
As seen across these industries, CNC grinding is not just a “finishing” step — it’s a critical enabler of part performance and functional success.
Quality Control in CNC Grinding: How Precision Gets Verified
Even the most advanced CNC grinding process means little without proper quality control.
In my experience, tight tolerances and flawless surfaces are only as good as the tools used to verify them. When dealing with ground components—especially in sectors like aerospace or medical—stringent inspection isn’t just routine; it’s mandatory. Let’s dive into the methods and tools that ensure every part leaves the machine fully compliant and defect-free.
Without a solid quality control strategy, even a perfectly ground part could introduce unacceptable variability or premature failure in its final application.
Dive Deeper
Coordinate Measuring Machines (CMMs)

CMMs are the go-to standard for verifying dimensional tolerances on CNC ground parts. Whether it’s the diameter of a shaft or the concentricity of an ID/OD pair, CMMs offer micron-level accuracy using contact or non-contact probes. At Onlyindustries, we use CMMs for:
- Verifying geometric tolerances (e.g., roundness, straightness, parallelism)
- Checking total runout and true position
- Automated inspection routines for repeat batches
For example, when grinding a hardened gear shaft, our CMMs ensure the journal diameters and centerlines stay within ±0.001 mm of spec, cycle after cycle.
Surface Roughness Testers (Profilometers)
Surface finish is where grinding truly shines—and verifying it requires profilometers. These devices trace across the surface to measure parameters like:
- Ra (roughness average)
- Rz (peak-to-valley height)
- Rt (total roughness)
In aerospace and medical, an Ra of 0.2 µm or better is often required. We make sure each profilometer pass validates the grinding strategy used, especially when switching between abrasive types or wheel dressings.
Roundness & Cylindricity Gauges
Especially important for shafts, bearing seats, or valve stems, roundness testers assess the uniformity of circular profiles. These gauges detect nanometer-level deviations and confirm:
- No lobing or tapering on OD/ID surfaces
- Consistent circularity after hard grinding
- Compliance with bearing fit tolerances
For high-speed rotating parts, these metrics affect vibration, wear, and assembly alignment—so it’s non-negotiable.
In-Process Monitoring
Rather than waiting until a part is finished to inspect it, smart manufacturers now use sensors and probes to track quality during grinding. This includes:
- Thermal sensors to detect heat buildup or risk of burn marks
- Acoustic sensors that “listen” to wheel wear or chatter
- Probing systems that verify feature sizes mid-cycle
This real-time feedback helps reduce scrap, adjust tool offsets on the fly, and identify problems before they turn into expensive mistakes.
Tool Calibration and Maintenance
Finally, your inspection is only as reliable as your equipment. At Onlyindustries, we perform scheduled calibration of all CMMs, gauges, and surface testers, and we maintain traceability back to NIST or ISO 17025 standards. A miscalibrated profilometer can lead to misleading specs—and potentially rejected batches down the line.
Summary Table: QC Tools by Purpose
| QC Tool | Main Function | Common Usage |
|---|---|---|
| CMM (Coordinate Measuring Machine) | Dimensional verification | ODs, IDs, features, runout |
| Profilometer | Surface finish inspection | Ra, Rz, Rt on flats or round parts |
| Roundness Tester | Check for circularity | Shafts, bores, journals |
| In-Process Sensors | Live monitoring | Temperature, vibration, wheel contact |
| Gauge Blocks & Pins | Go/No-Go comparisons | Quick checks on production floor |
Quality control in CNC grinding is not an afterthought — it’s built into every stage of production. When tolerances are tighter than human hair and finish affects functionality, inspection becomes the final — and most important — step in the process.
Conclusion
CNC grinding isn’t just about removing material—it’s about creating precision where other processes fall short.
After machining hundreds of parts across aerospace, medical, and tooling industries, I can confidently say that grinding is the finishing touch that separates rough prototypes from production-grade components. Whether it’s achieving sub-micron tolerances or creating mirror-like surfaces on hardened steels, CNC grinding is an art backed by science and precision control.
Let’s summarize what makes CNC grinding indispensable in advanced manufacturing.
Dive Deeper
Why CNC Grinding Stands Out
Throughout this guide, we’ve explored how CNC grinding enables manufacturers to work with hardened materials, tight tolerances, and demanding surface finish requirements. It’s not a process that replaces CNC milling or turning—but one that complements them. Where those processes fall short, grinding excels. Here’s why it matters:
- Final dimension refinement: CNC grinding routinely achieves tolerances of ±0.001 mm, crucial for shafts, bores, and mating components.
- Superior finishes: The process delivers Ra values down to 0.1 µm, suitable for sealing surfaces, wear-resistant tooling, or optical interfaces.
- High material hardness: Where carbide inserts or hardened steel blanks resist milling or turning, grinding steps in without compromise.
When Should You Choose CNC Grinding?
Not every part needs grinding—but when it does, the reasons are clear:
- You need flawless roundness, parallelism, or surface flatness
- Your part will be subject to high-speed rotation, thermal cycling, or critical load paths
- You’re working with materials like H13, D2, Inconel, or ceramic that demand abrasive processing
By understanding when and how to use grinding, you unlock a higher tier of quality and reliability in your parts.
The Future of CNC Grinding
As industries demand tighter tolerances and more efficient workflows, grinding continues to evolve. At Onlyindustries, we’re integrating smarter sensors, automated dressing systems, and hybrid grinding strategies that reduce lead times and maximize part consistency. Additive manufacturing and exotic alloys are pushing boundaries—but CNC grinding remains the final checkpoint for achieving mission-critical performance.
If you’re producing parts where performance, durability, and precision can’t be compromised, then CNC grinding belongs in your manufacturing playbook.
Let us know how we can support your next high-precision build.
Grinding With Confidence at Onlyindustries
Precision isn’t a buzzword for us — it’s a promise we deliver on with every project.
At Onlyindustries, CNC grinding isn’t just one of the services we offer — it’s a specialty we’ve refined through years of manufacturing complex, high-performance components for aerospace, automotive, medical, and industrial clients. We combine decades of grinding expertise with modern automation and metrology systems to deliver results that consistently exceed tolerances and expectations.
If you’ve been burned by inconsistent finishes, missed tolerances, or slow lead times before, here’s how we turn CNC grinding into a competitive advantage for your parts and assemblies.
Dive Deeper
What Sets Our CNC Grinding Services Apart?
When you work with Onlyindustries, you’re not just getting access to a machine — you’re gaining a grinding partner that understands your industry’s quality, cost, and turnaround pressures.
| Service Feature | Our Commitment |
|---|---|
| Micron-Level Tolerance | We routinely hold ±0.001 mm for bores, OD/ID grinding, and flat surfaces. |
| ISO 9001:2015 Quality | Every part undergoes in-process inspection and final CMM verification. |
| Material Versatility | We grind hardened steels, ceramics, Inconel, titanium, and other challenging alloys. |
| Application Engineering | Our DFM experts recommend optimal wheel specs, holding methods, and sequencing. |
| Quick Turnaround | Flexible scheduling for prototypes, pre-production, and short-run jobs. |
Applications We Support
From aerospace turbines to medical-grade bone screws, our grinding department helps engineers achieve perfect fits and flawless finishes where it matters most:
- Medical: Orthopedic implants, surgical instruments, and dental tools
- Aerospace: Turbine blades, nozzle guide vanes, and housing assemblies
- Energy: Hydraulic shafts, fuel injectors, and wear-resistant components
- Industrial Automation: Tooling, punches, camshafts, and robotic end effectors
Why Partner Early?
We work best when we’re involved early in the design or prototyping stage. Our engineers can help you:
- Optimize part geometry for fixturing and grindability
- Select appropriate materials and heat treatment stages
- Identify where grinding adds value — and where it’s overkill
Let’s Talk Grinding
If your next part requires ultra-fine tolerances, surface perfection, or machining of difficult materials, CNC grinding is likely the answer. And at Onlyindustries, we make that answer easier, faster, and more reliable.
Contact our team to discuss your application and see how we can precision-grind your components to the exact standards you expect — no compromises.
