 Skip to content
Skip to content Aluminum is valued across industries for being lightweight, corrosion-resistant, and versatile. But when exposed to harsh environments — like salt spray, humidity, or wear-intensive applications — raw aluminum often needs a performance boost.
That’s where anodizing comes in.
This guide covers everything you need to know about aluminum anodizing: the process, types, advantages, and how to use it effectively for your CNC machined or fabricated components.
What Is Aluminum Anodizing?
Raw aluminum oxidizes naturally — but not evenly, not thickly, and not durably enough for industrial use. That’s the problem anodizing solves: turning a fragile oxide skin into a high-performance engineered surface.
Aluminum anodizing is an electrochemical process that thickens and strengthens the naturally occurring oxide layer on aluminum parts. Unlike painting or plating, this coating isn’t applied externally — it’s grown directly from the base metal. That makes it incredibly durable, tightly bonded, and consistent.
In essence, anodizing enhances what aluminum already does well — resisting corrosion, staying lightweight, and maintaining structural integrity — while adding extra benefits like surface hardness, aesthetics, and insulation.
Dive Deeper: Understanding the Anodizing Mechanism
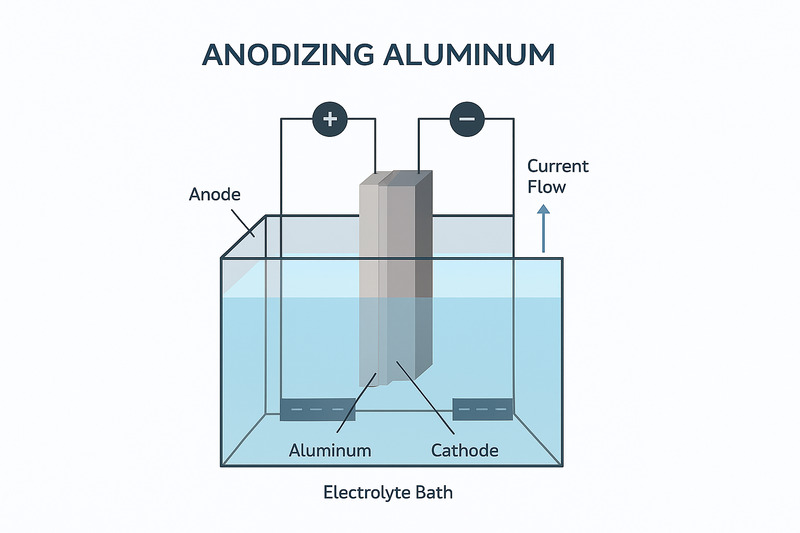
To anodize aluminum, the part is first cleaned thoroughly to remove oils, oxides, and contaminants. It’s then submerged in an acidic electrolyte solution — most commonly sulfuric acid — and connected to the positive terminal of a power supply, making it the anode (hence the name “anodizing”). A cathode, usually made of aluminum or lead, completes the circuit.
As current flows through the solution, oxygen is released at the surface of the aluminum. This oxygen reacts with the metal to form aluminum oxide (Al2O3), which builds up in a tightly packed hexagonal cell structure. This new layer is chemically bonded to the substrate and features microscopic pores — allowing it to absorb dyes or sealants in later steps.
| Property | Natural Oxide | Anodized Oxide |
|---|---|---|
| Thickness | 2–5 nm | 5–150 μm |
| Adhesion | Weak, can flake under stress | Integral to substrate, very strong |
| Durability | Minimal | High — especially in Type III hardcoat |
| Conductivity | Semi-conductive | Non-conductive |
Why It Matters
Anodizing isn’t just about protection — it’s about functionality. The resulting finish provides corrosion resistance, electrical insulation, and enhanced wear properties without adding bulk or compromising tolerances. It’s widely used in industries where aluminum needs to endure environmental extremes or look flawless in customer-facing applications.
At Onlyindustries, I often recommend anodizing to clients working on aerospace components, electronics housings, and even architectural products. It’s an incredibly versatile finish that supports both performance and aesthetics — especially when you need a combination of technical reliability and sleek design.
Key Characteristics of Anodized Aluminum?
Aluminum alone is impressive, but anodized aluminum transforms the ordinary into extraordinary — adding surface resilience, aesthetic flexibility, and functional upgrades without sacrificing weight or form.
Anodized aluminum is defined by its oxide layer, formed through electrochemical treatment, which delivers a unique blend of properties: non-conductivity, corrosion resistance, hardness, and dyeability — all while maintaining the metal’s original structure underneath.
Each of these characteristics has real-world implications. Whether you’re designing aerospace brackets or sleek consumer gadgets, anodized aluminum offers a dependable and adaptable surface solution.
Dive Deeper: The Functional Advantages Explained
| Characteristic | Engineering Benefit |
|---|---|
| Corrosion Resistance | Anodizing creates a stable oxide layer that shields aluminum from salt spray, moisture, and chemical exposure — critical for outdoor and marine environments. |
| Surface Hardness | Type III “hardcoat” anodizing yields a surface that approaches the hardness of hardened steel, making it ideal for wear-prone parts like pistons, hinges, and firearm components. |
| Electrical Insulation | The anodized oxide layer is non-conductive, making it perfect for isolating circuits in electronic housings, PCB mounts, and sensor brackets. |
| Dye Receptivity | Before sealing, the porous surface absorbs dyes uniformly, enabling a wide range of colors from black and gold to vibrant red and blue — ideal for branding or color-coding components. |
| Dimensional Stability | Even thick anodized coatings add minimal size — typically growing only 5–150 μm — making them compatible with tight-tolerance machined parts. |
| Eco-Friendliness | No VOCs, heavy metals, or hazardous residues; anodized aluminum is fully recyclable and RoHS-compliant. |
Engineering with Confidence
What I appreciate most about anodized aluminum is its reliability across applications. When I specify this finish for CNC-machined parts, I know we’re delivering a surface that performs under real-world stress — not just in the lab. Whether the goal is technical endurance or visual appeal, anodizing strikes a rare balance between form and function.
It’s one of the few finishes that scales well from prototypes to production without compromising quality — and in highly regulated industries like aerospace or medical devices, that kind of consistency is a dealbreaker turned advantage.
How Does the Anodizing Process Work?
The anodizing process may seem like a surface-level change, but it’s actually a precision-controlled electrochemical transformation that redefines aluminum’s performance.
Anodizing works by immersing aluminum parts in an acid-based electrolyte bath while passing an electric current through the system. This causes oxygen ions to bond with the aluminum surface, forming a durable, corrosion-resistant oxide layer.
Rather than adding material to the part like paint or plating, anodizing converts the outer surface into aluminum oxide — a chemically stable, hard, and porous layer ideal for both functional and decorative uses.
Dive Deeper: Step-by-Step Breakdown of the Anodizing Process
| Stage | Description |
|---|---|
| 1. Cleaning | Aluminum parts are cleaned using alkaline or acidic solutions to remove oil, debris, and fingerprints. A clean surface is essential for uniform oxide formation. |
| 2. Etching (Optional) | Sodium hydroxide (NaOH) is sometimes used to create a matte, uniform appearance — especially useful for removing machining lines. |
| 3. Desmutting | Removes leftover contaminants (like copper or silicon residues) from the etching process, usually using nitric acid or proprietary solutions. |
| 4. Anodizing | Parts are submerged in a sulfuric acid bath while connected to the positive terminal (anode). An electric current drives the oxygen reaction, forming aluminum oxide. |
| 5. Coloring (Optional) | The porous oxide layer can be dyed with organic or electrolytic colors before sealing. This step is used to enhance aesthetics or identify parts. |
| 6. Sealing | Pores are closed using boiling water, steam, or nickel acetate to lock in color and improve corrosion resistance. |
Key Parameters That Influence Anodizing Quality
- Bath Temperature: Lower temperatures promote harder coatings (critical for Type III hardcoat anodizing).
- Current Density: Controls oxide growth rate and uniformity — typically 12–24 amps/ft².
- Anodizing Time: Longer times produce thicker oxide layers, but excess can cause burn marks or uneven finishes.
- Alloy Selection: 6061 and 5052 anodize well; 2024 and cast aluminum may produce inconsistent or blotchy coatings.
Why Process Control Matters
From my experience specifying finishes for aerospace and medical components, I’ve learned that controlling the details of the anodizing process — especially pretreatment and sealing — makes or breaks the end result. Even with the right alloy and voltage, a dirty surface or uneven rinse can compromise the entire part.
At Onlyindustries, we don’t just outsource anodizing — we engineer it. That means communicating with finishers, verifying spec compliance, and inspecting for uniformity, color accuracy, and oxide thickness at every stage. Because in high-stakes applications, “close enough” isn’t close enough.
Types of Aluminum Anodizing: Which Is Right for Your Project?
Not all anodizing is created equal — and choosing the wrong type can compromise durability, aesthetics, or even compliance.
There are three main types of aluminum anodizing: Type I, Type II, and Type III. Each uses a different electrolyte and creates oxide layers of varying thicknesses to suit specific applications from decorative finishes to extreme wear resistance.
The right type depends on your end-use conditions — whether you’re designing for corrosion protection in marine environments or abrasion resistance in industrial machinery.
Dive Deeper: Understanding Anodizing Types
| Type | Electrolyte | Thickness | Best Use Cases |
|---|---|---|---|
| Type I | Chromic Acid | 0.5–1.0 μm | Aerospace parts, tight-tolerance assemblies, minimal dimensional growth |
| Type II | Sulfuric Acid | 5–25 μm | Consumer products, architecture, decorative components |
| Type III | Low Temp Sulfuric Acid | 25–150 μm | Engine components, heavy-use wear surfaces, military-grade parts |
Type I: Chromic Acid Anodizing
This is the oldest anodizing method, creating a very thin, grayish layer that offers modest corrosion resistance without compromising tight tolerances. While it’s being phased out in some industries due to environmental concerns, it’s still widely used in aerospace applications where coating buildup must be minimized.
Type II: Sulfuric Acid Anodizing
This is the most common type and what most designers refer to when they say “anodized aluminum.” It offers moderate corrosion protection and is highly receptive to dyes. I often use Type II for customer-facing parts — think enclosures, panels, or products with colored finishes. Keep in mind that finish consistency can vary depending on the alloy and pretreatment.
Type III: Hardcoat Anodizing
Hard anodizing uses higher voltage and cooler temperatures to form a thick, dense oxide layer. This dramatically increases wear resistance and makes it suitable for mechanical parts that experience friction, like pistons or hydraulic actuators. I’ve specified Type III for parts in offshore oil rigs and mining equipment — where both corrosion and abrasion are daily threats.

Visual and Functional Differences
- Color: Type I is usually clear to gray; Type II allows for vibrant dyes; Type III results in darker grays or blacks, even without dye.
- Finish Texture: Type II tends to be smoother and decorative, while Type III has a slightly rougher, matte texture due to the denser oxide.
- Thickness Control: Hardcoat thickness is more critical and should be carefully specified in prints or CAD notes.
If you’re unsure which anodizing type is best, here’s my rule of thumb: If appearance matters more than wear, go with Type II. If performance and durability are mission-critical, Type III is your best bet.
Color Options in Anodizing: How to Customize Your Aluminum Finish?
Color can be more than cosmetic — it can represent brand identity, signal function, or enhance perceived product quality.
Anodizing stands out for its ability to integrate color directly into the oxide layer, producing rich, long-lasting hues without paint or coatings. But not all colors — or methods — are created equal.
By understanding the three primary coloring techniques — organic dyeing, electrolytic coloring, and interference coloring — you can align aesthetic goals with durability and performance.
Dive Deeper: How Anodizing Adds Color to Aluminum
Organic Dyeing
Organic dyeing is the most common method for adding color to anodized aluminum. After anodizing (usually Type II), the part is immersed in a dye bath where the porous oxide layer absorbs color. Once dyed, it’s sealed to lock the pigment in place.
- Colors: Wide range including red, blue, gold, green, violet, and more.
- Advantages: Bright, vibrant tones; great for branding and visual appeal.
- Limitations: Susceptible to UV fading over time, especially outdoors.
Electrolytic Coloring
This method uses metal salts (typically tin, cobalt, or nickel) to create durable, UV-stable tones through a second electric current applied after anodizing. The metal is deposited in the oxide pores, forming a permanent finish.
- Colors: Bronze, gray, black, dark brown.
- Advantages: Excellent lightfastness and color stability; suitable for architectural exteriors and industrial use.
- Limitations: Limited color range compared to organic dyes.
Interference Coloring
This advanced technique controls oxide layer thickness and refractive patterns to create iridescent colors (blue, green, red, etc.) through light interference — no pigment involved.
- Colors: Unique metallic or shimmering effects.
- Advantages: Highly aesthetic and durable; color changes with viewing angle.
- Limitations: Expensive; limited availability; not common for industrial parts.
Choosing the Right Color Strategy
| Method | Color Range | UV Resistance | Best For |
|---|---|---|---|
| Organic Dyeing | Wide (red, blue, etc.) | Low–Moderate | Consumer products, indoor parts |
| Electrolytic Coloring | Limited (bronze, black) | High | Outdoor architecture, industrial parts |
| Interference Coloring | Metallic/Iridescent | High | Luxury goods, high-end components |
From experience, I always match color method to use case. For outdoor panels, I avoid organic dyes. For internal electronics with visual impact, organic dyes offer great flexibility. And when a customer needs premium appeal — interference coloring wins every time.
Benefits of Anodizing Aluminum: Why Choose This Surface Treatment?
Struggling to protect aluminum parts from corrosion or wear without compromising aesthetics?
Anodizing transforms raw aluminum into a high-performance, durable, and attractive component surface — making it one of the most popular finishes in aerospace, electronics, architecture, and beyond.
Here’s why I consistently recommend anodizing for high-function and high-appearance applications — and how its technical advantages can directly improve your component performance.
Dive Deeper: What Makes Anodizing So Effective?
Corrosion Resistance
Anodizing significantly enhances aluminum’s natural oxide barrier, making it resistant to atmospheric corrosion, salt spray, and harsh chemicals. This is critical in coastal, industrial, or high-humidity environments where untreated aluminum would quickly oxidize or pit.
- Example: I once specified hard anodizing (Type III) for an aluminum marine sensor housing. Three years later, it showed no sign of corrosion — despite daily saltwater exposure.
- Comparison: While powder coating also protects from corrosion, anodizing achieves this with minimal thickness and zero flaking risk.
Aesthetic Options
From matte silver to jet black and vibrant colors, anodizing offers excellent cosmetic flexibility — making it suitable for both visible consumer products and brand-aligned components. The porous oxide structure absorbs dye uniformly before sealing, ensuring color retention.
- Ideal for electronics, appliances, and branded hardware.
- Resistant to peeling, unlike painted finishes.

Surface Hardness & Wear Resistance
Hard anodizing (Type III) can reach hardness levels over 60 Rockwell C, making anodized parts highly resistant to abrasion and scratching. This is especially valuable in mechanical parts, sliding components, or tools exposed to repeated wear.
| Finish Type | Relative Hardness | Wear Resistance |
|---|---|---|
| Paint | Low | Low |
| Powder Coating | Moderate | Moderate |
| Hard Anodizing | High | High |
Electrical Insulation
Because aluminum oxide is a non-conductor, anodizing creates a naturally insulating barrier — especially useful in PCB housings, electrical boxes, and connectors. Type II and III anodized finishes provide dielectric strength while retaining dimensional stability.
- Note: Anodizing is not recommended for parts requiring conductivity unless masked or selectively treated.
Environmentally Friendly
Unlike many plating processes, anodizing produces no heavy metal waste or volatile organic compounds (VOCs). The aluminum oxide layer is nontoxic, recyclable, and RoHS/REACH compliant — making it one of the most sustainable finishing options available today.
For customers concerned about ESG goals, I always highlight anodizing as a top-tier option.
Summary Table: Benefits Overview
| Benefit | Description |
|---|---|
| Corrosion Resistance | Protects aluminum in harsh environments |
| Surface Hardness | Improves wear and scratch resistance (especially Type III) |
| Aesthetics | Custom color and finish options with long-lasting beauty |
| Electrical Insulation | Non-conductive surface ideal for electronic housings |
| Eco-Friendly | No heavy metals, low emissions, recyclable layer |
From visual refinement to mechanical reinforcement, anodizing is a rare finish that truly does it all — which is why I rely on it for over 70% of aluminum-based projects I handle.
Applications of Anodized Aluminum: Where and Why It’s Used?
Need an aluminum finish that performs well in tough environments and still looks sharp?
Anodized aluminum is used across industries where corrosion resistance, surface hardness, and aesthetics matter. From aerospace to consumer electronics, this versatile finish ensures that aluminum parts can handle demanding use cases — while maintaining their appearance.
Let’s explore how anodized aluminum is applied across different sectors — and why I often recommend it to customers seeking both durability and design flexibility.
Dive Deeper: Industry Use Cases for Anodized Aluminum
Aerospace
Anodizing is critical in aerospace manufacturing due to its lightweight protection and compliance with military and FAA regulations. Type I chromic acid anodizing is often used on structural panels and internal assemblies where corrosion resistance is vital but weight must be kept to a minimum.
- Applications: Wing skins, fuel tanks, bulkhead panels, avionics housings
- Benefits: MIL-A-8625F compliant, provides bonding prep, doesn’t add measurable weight
Architecture & Construction
In architectural designs, anodized aluminum is prized for its clean, modern appearance and long-lasting performance in exterior environments. Type II anodizing is commonly used for building facades and structural trims.
- Applications: Window frames, curtain walls, railing systems, signage
- Benefits: UV-stable finish, maintenance-free, color-consistent across large panels
Consumer Electronics
I regularly see anodized aluminum used in high-end consumer devices — not only for style, but also for scratch resistance and fingerprint resistance. Organic dyes and sandblasting techniques are often paired to create a sleek matte look.
- Applications: Laptop bodies, smartphone housings, wearable devices
- Benefits: Lightweight strength, luxurious finish, signal transparency
Automotive
Automakers use hard anodizing (Type III) for both functional and decorative purposes. In performance vehicles, it enhances durability of components under thermal and friction stress.
- Applications: Pedals, suspension brackets, valve covers, trim panels
- Benefits: Wear resistance, color options, automotive aesthetic appeal
Medical Devices
Medical-grade anodizing ensures cleanability and surface protection without introducing toxicity. It’s used where sterility, color identification, and light weight are critical.
- Applications: Surgical handles, housings, diagnostic equipment
- Benefits: Non-reactive surface, FDA-safe, available in color-coded formats
Industrial Equipment
In industrial environments, anodizing helps protect parts exposed to friction, lubricants, and cleaning agents. Hardcoat anodizing extends tool life while maintaining dimensional accuracy.
- Applications: Pneumatic manifolds, valve blocks, machine plates
- Benefits: Oil and solvent resistance, high surface hardness, minimal coating thickness
Renewable Energy
Solar panels and related hardware require aluminum parts that can resist UV exposure and moisture over decades. Anodized aluminum is ideal for mounting frames, brackets, and control boxes.
- Applications: Solar frames, inverter housings, wind turbine fasteners
- Benefits: Long-term outdoor performance, corrosion protection, environmentally compliant

Application Snapshot Table
| Industry | Common Parts | Typical Anodizing Type |
|---|---|---|
| Aerospace | Panels, tanks, fasteners | Type I / Type III |
| Architecture | Frames, trims, panels | Type II |
| Electronics | Housings, buttons | Type II (dyed) |
| Medical | Handles, enclosures | Type II / Type III |
| Automotive | Brackets, pedals | Type III |
| Industrial | Valves, fixtures | Type III |
| Renewable Energy | Mounts, enclosures | Type II |
As you can see, anodized aluminum plays a pivotal role in sectors demanding light weight, longevity, and surface integrity — which is why it’s one of the most common finishing requests I handle.
Limitations to Keep in Mind: What Are the Drawbacks of Aluminum Anodizing?
Anodizing is powerful — but it’s not perfect.
While anodizing offers excellent corrosion resistance, hardness, and appearance, it’s not suitable for every material or situation. If you’re planning to use this finish, it’s essential to understand the limitations that could affect your design or manufacturing process.
Here’s how I usually guide clients through the possible downsides, so they can make fully informed surface treatment decisions — especially in high-precision applications or visually critical components.
Dive Deeper: Practical Challenges of Anodizing Aluminum
Limited to Specific Metals
Aluminum anodizing only works on aluminum — and in some cases, titanium. Other common materials like stainless steel, copper, or brass don’t respond to the anodizing process. If your part is made from mixed materials or a non-anodizable alloy, you’ll need to choose a different surface treatment (e.g., powder coating or passivation).
- Tip: Stick with anodizing-friendly alloys such as 6061, 5052, or 7075 for consistent results.
Color Variability
Dyed anodizing can yield slight color differences across batches, especially when parts vary in thickness, alloy, or geometry. Even parts from the same production run may look slightly different if anodized separately or under varying process conditions.
- Tip: Always batch anodize visible parts together for better consistency in color and sheen.
Dimensional Growth and Tolerance Impact
Anodizing causes both surface growth and oxide penetration. While the typical layer is thin (5–25 μm for Type II, up to 150 μm for Type III), it can still impact tight-tolerance features like press fits, threads, or mating surfaces.
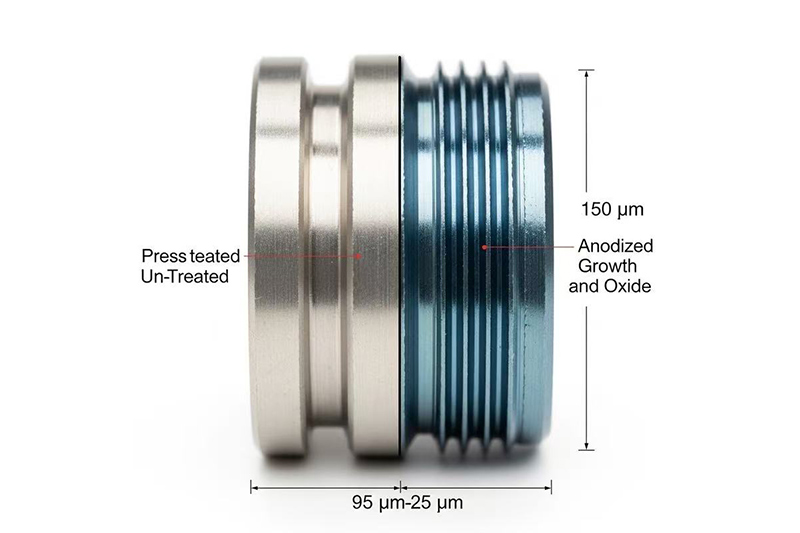
| Anodizing Type | Growth Per Side | Penetration |
|---|---|---|
| Type II | ~5–10 μm | ~10–15 μm |
| Type III | ~25–75 μm | ~25–75 μm |
- Tip: Adjust your CAD model or machining tolerances to compensate for post-anodizing dimensional changes.
Surface Finish Sensitivity
Anodizing doesn’t hide surface defects. It enhances them. Scratches, tooling marks, and handling damage will be more visible after anodizing, especially on darker finishes or matte surfaces. The oxide layer emphasizes imperfections rather than concealing them.
- Tip: Be meticulous with surface preparation. Use fine bead blasting or chemical etching before anodizing if a uniform appearance is required.
Chemical Compatibility and Environmental Conditions
Though corrosion-resistant, anodized aluminum can be sensitive to certain chemicals, especially alkaline solutions (e.g., strong cleaners or detergents). Also, over time, outdoor UV exposure can cause dyed finishes to fade — particularly organic colors like red or blue.
- Tip: Use electrolytic or inorganic coloring methods for better UV resistance. Avoid harsh cleaners on anodized surfaces.
Cost and Process Complexity
Compared to simple coatings like alodine or passivation, anodizing is more complex. It requires multi-step pretreatment, careful racking, dye baths (if colored), and sealing. This can increase both lead time and cost — especially for small production runs.
- Tip: If you only need moderate corrosion resistance or conductivity, consider chromate conversion coating as a more cost-effective option.
Summary Table: Key Limitations
| Limitation | Impact | Design Consideration |
|---|---|---|
| Material Restrictions | Works only on aluminum/titanium | Choose anodizing-compatible alloys |
| Color Variation | Visual inconsistencies | Batch visible parts together |
| Thickness Impact | May affect mating parts | Adjust tolerances pre-anodizing |
| Surface Finish Visibility | Scratches become more obvious | Use pre-anodizing smoothing methods |
| Chemical Sensitivity | Not alkali-proof; UV fade possible | Use protective dyes and gentle cleaners |
While anodizing brings powerful benefits, it’s not a one-size-fits-all solution. Careful planning and communication between designers, machinists, and finishers ensures that the end result meets both aesthetic and functional requirements.
Quality Control and Industry Standards: How Is Anodizing Regulated and Verified?
In high-performance applications, appearance alone isn’t enough.
For anodizing to deliver predictable results — especially in aerospace, medical, and defense industries — it must meet strict quality control protocols and internationally recognized standards. I’ve learned through experience that skipping these steps often leads to rework, failed inspections, or field issues that could’ve been prevented.
If your project involves tight tolerances, regulated materials, or customer audits, this section will help you make sure your anodized aluminum parts are up to spec — every time.
Dive Deeper: The Foundations of Anodizing Quality Assurance
Dimensional Verification
Because anodizing creates a measurable oxide layer — especially with Type III — it’s essential to account for surface growth and penetration. CNC machined parts should be measured both before and after anodizing to confirm critical tolerances are still met.
- Use a micrometer or CMM (coordinate measuring machine) for dimensional verification
- Track growth values per alloy and anodizing type (see growth rate charts from finishers)

Adhesion and Coating Integrity Testing
High-reliability industries often require destructive or non-destructive testing of the anodized layer. Here are a few common methods:
- Cross Hatch Adhesion Test: Checks for flaking or peeling under taped grid cuts
- Dye Penetration: Reveals cracks or incomplete oxide coverage (especially in hard anodizing)
- Weight Loss Test: Measures corrosion resistance after exposure to salt fog or acid
Surface Finish and Appearance Checks
Color consistency, gloss level, and texture uniformity are inspected visually and with tools such as gloss meters or colorimeters. Especially for decorative anodizing (Type II), variation between parts can cause assembly mismatches.
- Batch parts by alloy and geometry to minimize visual differences
- Confirm color standards with Pantone or customer-provided swatches
Industry Standards for Anodizing
There are several globally accepted specifications that govern aluminum anodizing. These define everything from process steps and oxide thickness to corrosion performance and sealing quality.
| Standard | Scope | Typical Use |
|---|---|---|
| MIL-A-8625F | U.S. military spec for Type I, II, and III anodizing | Aerospace, defense, high-reliability parts |
| ISO 7599 | International anodizing quality control guidelines | Export, cross-border projects, architectural parts |
| ASTM B580 | General performance standard for anodized coatings | Consumer goods, industrial equipment |
| AMS 2469 | Aerospace material specification for hard anodizing | Critical wear parts, airframe components |
Always confirm with your customer or compliance manager which standard applies. The wrong callout could delay projects or invalidate warranty claims.
Best Practices for Quality Control in Anodizing
- Specify anodizing type, thickness, and color clearly in your drawings or PO
- Use approved finishers who are certified to relevant MIL or ISO standards
- Perform First Article Inspection (FAI) when switching vendors or product lines
- Document coating thickness, alloy type, and bath conditions for traceability
When done right, anodizing is a repeatable and certifiable process. When done carelessly, it’s a gamble — and in industries like aerospace or medical, that’s not a risk worth taking.
Anodizing vs. Other Surface Treatments: How Does It Compare?
Choosing a surface treatment is about more than just price or appearance.
Over the years, I’ve had clients ask, “Why not just powder coat it?” or “Isn’t Alodine enough?” — and the answer depends entirely on what you want the surface to do. Whether it’s conductivity, corrosion resistance, wear protection, or aesthetics, anodizing offers a unique balance of properties, especially for aluminum parts.

Let’s compare anodizing directly with other common CNC metal finishes to help you make the right call for your project.
Dive Deeper: Feature-by-Feature Comparison
| Feature | Anodizing | Powder Coating | Alodine (Chromate) |
|---|---|---|---|
| Electrical Conductivity | Non-conductive (insulator) | Non-conductive | Conductive (ideal for EMI shielding) |
| Wear Resistance | Excellent (especially Type III) | Good, but coating can chip | Minimal abrasion protection |
| Corrosion Protection | High (sealed layers block moisture) | High (protective polymer layer) | Moderate (sacrificial chemical layer) |
| Cosmetic Options | Vibrant dyes, metallic finishes | Wide color and texture range | Limited — typically gold or clear |
| Thickness | Thin (5–150 μm) | Thick (50–150 μm) | Very Thin (0.5–4 μm) |
| Durability | Integrated oxide layer — no peeling | Can crack/chip if not properly cured | Wears off over time or with abrasion |
| Surface Impact | Requires clean finish prep (shows defects) | Can hide surface flaws and scratches | Does not hide machining marks |
| Environment/Compliance | RoHS compliant, recyclable | VOCs in curing; recyclable powder varies | Hexavalent types restricted by RoHS/REACH |
When to Choose Anodizing
- You need abrasion-resistant, non-conductive coatings
- Your part must maintain tight tolerances
- You’re working with aluminum or titanium
- You want decorative finishes that won’t peel or flake
- You’re designing for aerospace, medical, or electronics industries
When to Choose Powder Coating
- You want a thick, protective layer on steel or aluminum
- You need impact resistance or strong visual appeal
- You can afford masking or looser tolerances
When to Choose Alodine/Chromate
- Electrical continuity is critical (e.g., for EMI shielding)
- You need to maintain very tight tolerances (sub-micron)
- Your parts are going to be painted or bonded later
Ultimately, anodizing is an ideal finish for high-precision aluminum parts that need a durable, attractive, and environmentally responsible surface treatment. When compared side-by-side, its unique balance of protection and minimal thickness makes it hard to beat for many modern manufacturing applications.
Conclusion
Aluminum anodizing is far more than a cosmetic upgrade — it’s a technical process that strengthens, protects, and enhances aluminum without compromising weight or precision.
After working on hundreds of CNC machining projects across industries like aerospace, medical devices, and electronics, I’ve seen anodizing outperform other finishes time and again — especially when clients demand tight tolerances, corrosion protection, and a professional appearance.
Because anodizing chemically bonds with the aluminum substrate, it won’t peel or chip like traditional coatings. Instead, it adds durability at a microscopic level. Whether you’re aiming for color consistency across a product line or military-grade wear resistance, the anodizing process delivers measurable performance benefits — especially with Type II or Type III finishes.
At Onlyindustries, we understand that your product’s surface is just as important as its structure. That’s why we offer in-house anodizing services alongside high-precision CNC machining. Our teams ensure your parts meet strict MIL-A-8625F and ISO 7599 standards — from prototype to production run.
From sleek consumer electronics to rugged aerospace brackets, anodized aluminum can unlock the next level of performance and appearance for your parts.
