 Skip to content
Skip to content When it comes to protecting aluminum components without compromising conductivity or dimensional tolerance, Alodine, or chromate conversion coating, is a trusted go-to across industries like aerospace, electronics, and defense.
This comprehensive guide covers everything engineers, designers, and procurement professionals need to know about Alodine: how it works, its types, applications, standards, and how it compares to other surface treatments like anodizing.
What Is Alodine?
Aluminum corrodes quickly without a protective finish. That’s where Alodine steps in—solving corrosion without compromising precision.
Alodine is a proprietary chromate conversion coating developed by Henkel that chemically treats aluminum or magnesium surfaces to improve corrosion resistance and electrical conductivity. Also referred to as chromate conversion coating or MIL-DTL-5541 finish, it’s a go-to solution for industries requiring lightweight, conductive, and corrosion-resistant parts—without dimensional buildup.
If you’re working in aerospace, defense, or electronics, you’ve likely encountered Alodine in everything from aircraft skins to control panels. But what makes this finish so effective and versatile in CNC manufacturing?
Dive Deeper: Understanding Alodine’s Role in Surface Finishing
Unlike plating or anodizing, which build up layers through deposition or electrochemical reaction, Alodine is a chemical conversion coating. That means it reacts with the base metal—usually aluminum—to form a microscopic layer of complex chromates that integrate with the surface. This layer offers several functional benefits:
- Corrosion Inhibition: It passivates the surface, making it more resistant to oxidation in air and moisture-heavy environments.
- Electrical Conductivity: Because the coating is thin and not dielectric, it’s perfect for electrical enclosures where grounding and EMI shielding are required.
- Adhesion Base: Alodine-treated surfaces provide a chemically bonded underlayer for paints, powder coatings, and other finishes, improving adhesion and durability.
- Non-Dimensional Tolerance: With a typical thickness of just 0.25–1.0 microns (0.00001″–0.00004″), it doesn’t affect CNC machined tolerances—critical for aerospace and medical-grade components.
There are two primary chemistries used in Alodine processing:
| Type | Chromium Content | Color | RoHS Compliant |
|---|---|---|---|
| Alodine 1200 / 1200S | Hexavalent (Cr⁶⁺) | Golden | No |
| Alodine 1001 | Hexavalent (Cr⁶⁺) | Clear | No |
| Trivalent Alodine | Trivalent (Cr³⁺) | Pale/Clear | Yes |
Whether you’re looking for a conductive coating that complies with environmental standards or a non-damaging primer before painting, Alodine is a remarkably efficient surface treatment that meets both performance and regulatory needs.
Key Characteristics of Alodine Coating
When precision and performance matter, a finish must do more than just look good—it must enhance functionality without altering dimensions. That’s exactly what Alodine offers.
Alodine coating, or chromate conversion coating, brings a unique set of characteristics that make it ideal for CNC-machined aluminum components. From corrosion protection to electrical conductivity, this finish checks multiple boxes without compromising part geometry or downstream processes.
Its key characteristics revolve around performance, process efficiency, and compatibility with regulatory standards—making it a staple for aerospace, electronics, and defense applications.
Dive Deeper: Why These Properties Matter
Let’s explore each property of Alodine and why it’s valued across high-performance industries:
| Characteristic | Description | Benefit |
|---|---|---|
| Non-Dimensional | Coating thickness ranges from 0.25–1.0 μm (0.00001″–0.00004″). | Preserves CNC-machined tolerances and eliminates the need for re-machining post-treatment. |
| Corrosion Resistance | Protects aluminum and magnesium from oxidation and pitting. | Extends part life in harsh environments, including marine, aerospace, and outdoor applications. |
| Electrical Conductivity | Unlike anodizing, Alodine does not insulate surfaces. | Ideal for EMI/RFI shielding, grounding continuity, and electronic housings. |
| Paint & Coating Adhesion | Acts as a primer layer for paint, powder coat, or further surface treatments. | Improves coating durability and reduces chipping or peeling over time. |
| Appearance | Color varies by chemistry: golden, clear, or pale violet. | Used for visual verification and process traceability. |
| RoHS Compliance | Trivalent chromium versions are non-toxic and comply with EU and global environmental laws. | Safe for consumer products and eco-conscious applications. |
In practice, these traits make Alodine an unmatched solution when you need corrosion resistance and conductivity without sacrificing geometric precision. Whether prepping for aerospace bonding or grounding an electronics chassis, the coating works invisibly—but powerfully—in the background.
Alodine Process Step-by-Step
Applying a finish like Alodine is not just a chemical dip—it’s a precision-controlled sequence that ensures each part receives consistent corrosion protection and conductivity.
The Alodine process involves multiple tightly managed steps, from surface preparation to drying. Each phase affects coating adhesion, surface performance, and long-term reliability, especially for CNC-machined components with tight tolerances.
Understanding each step in detail helps ensure the final finish performs as expected, especially in aerospace, defense, or electronics applications where failure is not an option.
Dive Deeper: From Bare Aluminum to Functional Finish
Here’s how a standard Alodine process unfolds in a production environment:
| Step | Action | Why It Matters |
|---|---|---|
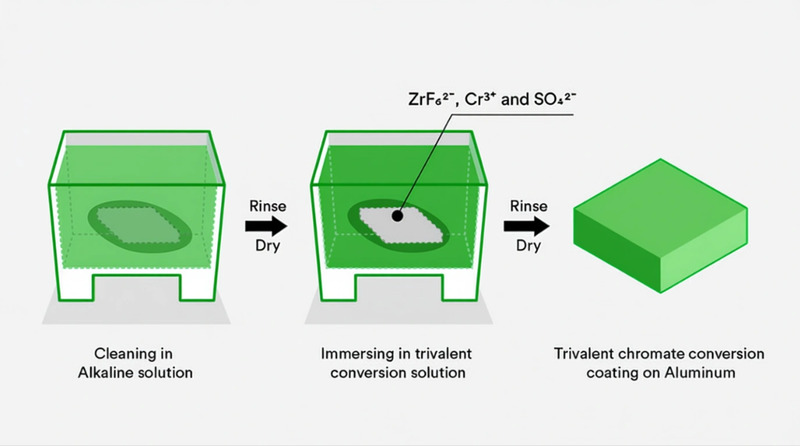
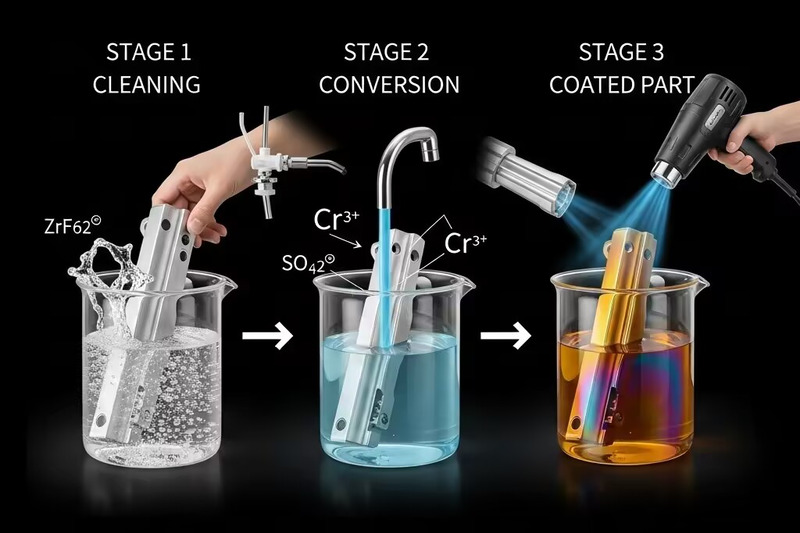
| 1. Surface Cleaning | Remove oils, machining fluids, and surface oxides with alkaline or acid cleaners. | Ensures full chemical contact and prevents adhesion failures or blotchy finishes. |
| 2. Water Rinse | Parts are rinsed in deionized or clean water to prevent chemical carryover. | Stops cleaning agents from interfering with the chromate bath chemistry. |
| 3. Chromate Conversion | Submersion or spray in Alodine solution (hexavalent or trivalent), typically for 1–5 minutes. | Forms the actual corrosion-resistant, conductive film on the aluminum surface. |
| 4. Second Rinse | Another water rinse to remove excess chemical and stabilize the conversion layer. | Improves adhesion for subsequent paint or coatings and removes residue. |
| 5. Drying | Air-dried or cured in a low-temperature oven (below 140°F or 60°C). | Completes the chemical reaction and locks in the corrosion-resistant layer. |
Pro Tip: Don’t touch or handle parts after Alodine application until fully dry—fingerprints can disrupt conductivity and paint adhesion.
Optional Steps in Advanced Applications
- Deoxidizing: Used after cleaning and before conversion in aerospace-grade applications.
- Neutralizing: Some processes use acid-neutralization baths to balance pH before rinsing.
- Masking: Areas that must remain untreated (e.g., threads or contact points) are masked before immersion.
Whether you’re running a high-mix aerospace line or preparing enclosures for PCB mounting, following this step-by-step Alodine process guarantees a reliable and compliant conversion finish every time.surface contaminants can lead to adhesion failure or poor corrosion resistance.
Types of Alodine Coating (By Color and Chemistry)
Not all Alodine coatings are created equal—each type varies in chemistry, color, corrosion resistance, and regulatory status.
There are two main categories of Alodine coatings: hexavalent chromate and trivalent chromate. The visual appearance (gold, clear, or pale) often reflects the type of chemistry used and can indicate the performance characteristics or compliance with environmental standards.
Choosing the right Alodine type ensures your aluminum parts meet both technical performance requirements and regulatory standards like RoHS or MIL-DTL-5541.

Dive Deeper: Comparing Alodine Types by Color and Chemistry
The table below breaks down the key differences among the most widely used Alodine formulations:
| Type | Chemistry | Color | Corrosion Resistance | Conductivity | RoHS Compliant? |
|---|---|---|---|---|---|
| Alodine 1200 / 1200S | Hexavalent Chromium (Cr⁶⁺) | Golden/Yellow | High | Good | No |
| Alodine 1001 | Hexavalent Chromium (Cr⁶⁺) | Clear or Slight Blue | Moderate | Excellent | No |
| Alodine T or Trivalent Series | Trivalent Chromium (Cr³⁺) | Clear, Pale, or Slight Yellow | Good (slightly lower than Cr⁶⁺) | Good | Yes |
Key Selection Criteria
- Performance: If you need top-tier corrosion protection (e.g., aerospace), Alodine 1200 is the industry standard—although it may not meet environmental regulations.
- Electrical Needs: Alodine 1001 offers the highest conductivity, making it ideal for grounding, EMI shielding, or bonding applications.
- Regulatory Compliance: Trivalent Alodine formulations are RoHS-compliant and environmentally safer, suitable for consumer and green energy products.
Pro Tip: Always specify the exact Alodine type in your technical drawings or purchase orders. “Chromate conversion” is too generic and may result in compliance issues or mismatched finishes.
By understanding the chemistry and purpose behind each Alodine coating type, you can make informed decisions that align with performance goals and compliance obligations—especially when producing high-value aluminum parts.
Alodine Coating Thickness and Surface Effects
Alodine coatings are uniquely thin and non-intrusive, making them ideal for applications requiring corrosion protection without altering precise mechanical tolerances.
The typical Alodine coating thickness ranges from 0.25 to 1 micrometer (μm), or 0.00001″ to 0.00004″, which is nearly imperceptible to most inspection tools but offers powerful surface functionality.
Understanding how Alodine affects surface finish, reflectivity, and adhesion helps engineers and buyers specify it correctly for CNC-machined or formed aluminum components.
Dive Deeper: What Alodine Does (and Doesn’t Do) to a Surface
One of the greatest strengths of Alodine is how little it affects part geometry or fitment. That’s why it’s often the go-to finish for tightly-toleranced aerospace and electronics components. Here’s what to consider:
Coating Thickness Range
- Typical range: 0.00001″ to 0.00004″ (0.25–1 μm)
- Application method: Sprayed or dipped — immersion often results in slightly more consistent thickness
- Impact on fit: Negligible, making it perfect for precision-machined parts with tight dimensional specs
Visual and Surface Texture Effects
- Color: Gold (hexavalent), clear or pale yellow (trivalent), depending on chemistry used
- Finish appearance: Matte or satin — does not gloss over surface scratches or tool marks
- Texture: Slight dulling of the base aluminum, especially when used after bead blasting or etching
Unlike anodizing or powder coating, Alodine won’t “fill in” machining marks or smooth out roughness. Instead, it preserves the original surface texture while enhancing corrosion resistance and conductivity.
When Alodine’s Thinness Becomes a Strength
Because it adds virtually no measurable thickness, Alodine is perfect for:

- Threaded aluminum parts (no interference with threads)
- Connector faces and mating surfaces in electronics
- Critical assemblies requiring press-fit tolerances
- Parts prepared for painting or powder coating (Alodine acts as an excellent primer)
Compatibility with Measurement and Inspection
- Coating is often too thin to be reliably measured using calipers or micrometers
- Use surface resistance testing or salt-spray testing to evaluate coating performance
- Adhesion quality often verified by cross-hatch tape tests, especially when paint is applied on top
Pro Tip: For mission-critical components like aerospace brackets or RF shielding panels, specify Alodine with controlled pre-cleaning and inspection steps to ensure maximum coating consistency and surface performance.
In summary, Alodine gives you functional enhancement — corrosion resistance, conductivity, and paint adhesion — without disrupting your engineered surfaces or mechanical interface design. This makes it an indispensable finish for CNC-machined aluminum components across high-performance industries.
Where Is Alodine Used?
Alodine coatings are trusted across industries where aluminum components must resist corrosion, maintain conductivity, or serve as paint-ready substrates—without compromising dimensional accuracy.
Thanks to its low profile and multifunctional properties, Alodine plays a foundational role in industries like aerospace, electronics, automotive, and defense where reliability and compliance are critical.
Whether for flight-ready fuselage parts or ground-based communications gear, Alodine’s application versatility is unmatched.
Dive Deeper: Cross-Industry Applications of Alodine Coating
Let’s explore how different sectors take advantage of Alodine’s corrosion resistance, conductivity, and primer compatibility.
Aerospace
- Primary applications: Fuselage skins, wing panels, hydraulic manifolds, brackets, and structural subassemblies
- Why Alodine? It enables strong adhesive bonding for structural assemblies while preserving low weight and tight tolerances
- Specification alignment: Conforms to MIL-DTL-5541 Class 1A for corrosion resistance and Class 3 for electrical conductivity
Electronics
- Primary applications: RFI/EMI shielding enclosures, heat sinks, aluminum backplates, and mounting hardware
- Why Alodine? It maintains surface conductivity critical for grounding and shielding, unlike insulating coatings like anodizing
- Surface compatibility: Excellent for use beneath conductive gaskets, busbars, and cable grounding points
Automotive
- Primary applications: Transmission cases, motor housings, mounting brackets, battery enclosures
- Why Alodine? It delivers pre-paint corrosion protection and maintains tolerance in machined assemblies
- Manufacturing benefit: No masking required on threads or precision bores
Defense & Military
- Primary applications: Missile airframes, vehicle chassis parts, communications equipment, drone components
- Why Alodine? Offers corrosion resistance and electrical continuity in field-deployable gear
- Compliance: Still approved under U.S. DoD standards even for hexavalent chemistries
Renewable Energy

- Primary applications: Solar panel frames, inverter housings, wind turbine controls, battery modules
- Why Alodine? Protects exposed aluminum from UV, salt spray, and environmental wear while enabling grounded enclosures
- Finish layering: Often used before powder coating or polyurethane paint for enhanced longevity
Summary Table of Use Cases
| Industry | Example Components | Functional Requirements |
|---|---|---|
| Aerospace | Wing parts, brackets, manifolds | Corrosion resistance, bonding prep |
| Electronics | Enclosures, heat sinks | Conductivity, EMI shielding |
| Automotive | Transmission housings, mounts | Pre-paint prep, tolerance retention |
| Defense | Casings, drones, antennas | Rugged corrosion protection |
| Renewables | Solar frames, inverters | Environmental resistance, grounding |
Alodine’s adaptability across such demanding sectors demonstrates its long-term value. It’s not just a coating—it’s a performance enabler, preserving both function and form in aluminum-based assemblies.
Alodine vs. Anodizing: What’s the Difference?
When deciding how to protect or prepare aluminum components, many engineers compare Alodine and anodizing. Though both treatments enhance corrosion resistance, their performance, appearance, and compatibility with specific applications differ significantly.
The right choice depends on whether your part needs conductivity, a paintable base, or a hard-wearing protective layer.

Here’s a detailed look at how these two popular surface treatments stack up across several key dimensions.
Dive Deeper: Comparing Alodine and Anodizing for Aluminum Finishing
Chemical Basis and Process
- Alodine: A chemical conversion coating (non-electrolytic), it reacts with aluminum to form a thin, protective oxide layer. No electrical current is required.
- Anodizing: An electrochemical oxidation process that thickens the aluminum oxide layer by immersing the part in an acid electrolyte bath while applying electric current.
Thickness and Dimensional Impact
- Alodine: Extremely thin—typically 0.25 to 1 μm (0.00001″ to 0.00004″). Excellent for close-tolerance CNC parts where dimensional stability is critical.
- Anodizing: Thicker layer—5 to 25 μm for Type II (decorative), and 25 to 100 μm for Type III (hardcoat). It can affect fits and tolerances.
Electrical Conductivity
- Alodine: Maintains conductivity. Ideal for EMI/RFI shielding, grounding, and electronics housings.
- Anodizing: Non-conductive. Surface acts as an insulator unless selectively masked or stripped.
Corrosion Resistance
- Alodine: Moderate corrosion resistance. Suitable as a base for painting or secondary coating systems.
- Anodizing: Superior corrosion resistance, especially in sealed Type II or hardcoat Type III finishes. Performs well in marine or harsh environments.
Paint and Finish Compatibility
- Alodine: Excellent primer for powder coating, wet painting, or adhesive bonding. Enhances paint adhesion and longevity.
- Anodizing: Paintable, but sealing reduces adhesion unless special prep is done. Often used bare for decorative effect.
Use Cases
- Alodine: Preferred in aerospace, electronics, and military projects where conductivity and minimal buildup are essential.
- Anodizing: Common in architecture, consumer electronics, marine gear, and tools where color and abrasion resistance are priorities.
Comparison Table: Alodine vs. Anodizing
| Attribute | Alodine | Anodizing |
|---|---|---|
| Process Type | Chemical conversion | Electrochemical oxidation |
| Thickness | 0.25–1 μm | 5–100 μm |
| Conductivity | High | Low/None |
| Corrosion Protection | Moderate | High |
| Color | Clear, gold, green | Wide range (dyed) |
| Paint Compatibility | Excellent | Good (if unsealed) |
| Main Industries | Aerospace, electronics, defense | Consumer, architecture, marine |
Choosing between Alodine and anodizing isn’t about better or worse—it’s about selecting the right tool for the job. Alodine excels where conductivity, tight tolerances, and primer-ready surfaces are needed. Anodizing dominates when durability, color, and corrosion protection are the priorities.
Environmental & Regulatory Notes
Surface treatments like Alodine are essential for protecting and enhancing aluminum components, but they must also align with environmental and safety regulations. Choosing the right chemistry impacts not only compliance but also your company’s environmental footprint and long-term sustainability strategy.

This section explores the regulatory landscape, key compliance standards, and safer alternatives to traditional hexavalent chromate conversion coatings.
Dive Deeper: Is Alodine Environmentally Compliant?
The Problem with Hexavalent Chromium (Cr⁶⁺)
Traditional Alodine formulations (like 1200 and 1001) use hexavalent chromium — a highly effective but toxic substance. While excellent for corrosion resistance and conductivity, Cr⁶⁺ poses significant health and environmental risks. It is:
- Carcinogenic when inhaled or ingested
- Tightly regulated by RoHS (EU), REACH, and OSHA in the U.S.
- Classified as a hazardous substance with strict disposal requirements
Regulatory Compliance Summary
| Regulation | Requirement | Hexavalent Chromium Status |
|---|---|---|
| RoHS (EU) | Limits hazardous substances in electronics | Banned except in defense/aerospace exemptions |
| REACH (EU) | Requires registration and risk assessment of chemicals | Cr⁶⁺ is a Substances of Very High Concern (SVHC) |
| OSHA (USA) | Protects workers from exposure to carcinogens | Mandates strict workplace air and safety controls |
| EPA (USA) | Regulates hazardous waste and emissions | Cr⁶⁺ must be handled as a hazardous waste |
Environmentally Friendly Alternatives
To meet compliance and sustainability goals, many manufacturers are switching to safer alternatives:
- Trivalent Chromium (Cr³⁺): Alodine T formulations offer RoHS-compliant performance. They’re less toxic and still provide moderate corrosion resistance.
- Non-Chromate Coatings: These organic pre-treatments or silane-based coatings are completely chromium-free and safe for worker handling and wastewater discharge.
Performance vs. Compliance Trade-Off
Hexavalent coatings still outperform other systems in extreme environments, which is why they remain in use in:
- Military and defense applications
- Long-life aerospace components
- Critical electronic shielding parts
But for general industrial use, where performance demands are more moderate, RoHS-compliant alternatives are becoming the standard.
Tips for Ensuring Compliance
- Request certificates of compliance for MIL-DTL-5541, RoHS, or REACH with each order.
- Clearly specify Cr⁶⁺ or Cr³⁺ coatings when placing orders.
- Use closed-loop rinsing systems to reduce waste treatment costs.
- Audit your coating suppliers regularly to verify regulatory adherence.
Ultimately, a shift to safer and compliant Alodine alternatives not only protects the environment and workforce, but also future-proofs your business against regulatory restrictions and liability.
Best Practices for Alodine Coating
Applying Alodine coating may seem straightforward, but achieving consistent performance and compliance depends on several critical process controls. Skipping any step can compromise corrosion resistance, paint adhesion, or electrical conductivity — which defeats the purpose of using this finish in the first place.
This section outlines the essential best practices you need to follow, from preparation to final drying, to ensure optimal coating quality every time.
Dive Deeper: How to Ensure Effective Chromate Conversion Coating
Surface Preparation is Everything
The number one reason for failed Alodine coatings? Poor surface prep. Any oils, dirt, or oxidation left on the part surface will block the chemical reaction needed for a uniform conversion layer.
- Use approved alkaline degreasers or acid-based aluminum cleaners.
- Rinse thoroughly after cleaning to avoid chemical carryover.
- For CNC parts, ensure all cutting fluids are completely removed before coating.
Timing in the Chromate Bath
Too short, and the film may be patchy or too light. Too long, and you risk powdery residue or surface brittleness.
- Typical immersion time: 1 to 5 minutes.
- Monitor part color — golden or iridescent finish indicates proper coverage.
- Use a timer to ensure consistency across batches.
Minimize Handling Before Drying
After the final rinse, don’t touch the coated surface. Even light contact can damage the still-reacting film.
- Use clean nitrile gloves during loading/unloading.
- Handle parts only by designated uncoated or masked areas.
Drying the Right Way
Alodine coatings are air-dried or oven-cured at low temperatures (under 150°F/65°C). Avoid forced hot air that can cause uneven drying or film disruption.
- Let parts dry for at least 30 minutes before inspection or packaging.
- Do not bake unless required for adhesion testing or post-process painting.
Applying Paint or Powder Coating
Alodine makes an excellent primer layer, but timing matters:
- Apply paint or powder coat within 24 hours of coating for best results.
- Use light abrasion or solvent wipe if parts sit longer before painting.
Quality Control Tips
| Checklist Item | Why It Matters |
|---|---|
| Visual Inspection | Even, uniform coloration ensures consistent coating |
| Water Break Test | Checks for proper surface cleanliness prior to coating |
| Cross Hatch Adhesion Test | Used to verify paint adhesion over coated parts |
| Salt Spray Testing (ASTM B117) | Confirms corrosion resistance performance |
Final Advice for Reliable Coating
- Always work in a clean, ventilated environment to reduce airborne contamination.
- Record coating lot numbers and times for traceability in production runs.
- Test new chemistries or bath changes before applying to critical parts.
- For mission-critical applications, use third-party coating certification labs.
By following these practices, you not only achieve maximum performance from your Alodine coatings — you also reduce rework, scrap, and coating failure risks during downstream processes like painting, welding, or electrical testing.
Industry Standards and Specifications
When applying Alodine or chromate conversion coatings, consistency and compliance are critical — especially in regulated industries like aerospace, defense, and medical devices. That’s where internationally recognized standards come into play, offering a common benchmark for quality, performance, and process repeatability.
Whether you’re submitting parts for aerospace certification or just want to avoid failed audits, understanding the key Alodine standards helps ensure your finishing process meets global requirements.
Dive Deeper: Key Coating Standards You Should Know
MIL-DTL-5541 (U.S. Military Specification)
This is the most referenced standard for chromate conversion coatings, especially in defense and aerospace applications. Originally known as MIL-C-5541, it was updated to MIL-DTL-5541 to include more detailed technical requirements.

| Parameter | Requirement |
|---|---|
| Coating Class | Class 1A: Maximum corrosion protection and paint adhesion Class 3: Electrical conductivity with moderate corrosion protection |
| Type | Type I: Hexavalent Chromium Type II: Trivalent Chromium (RoHS compliant) |
| Salt Spray Test | 168 hours minimum for Class 1A parts |
AMS2473 / AMS2475 (Aerospace Material Specs)
These are SAE aerospace material specifications for conversion coatings on aluminum and magnesium alloys:
- AMS2473: Chromate conversion for aluminum — focused on adhesion and corrosion resistance for painted parts
- AMS2475: Focused on magnesium parts — requires non-film-forming or very light coating for dimensional sensitivity
These are often used in conjunction with Boeing, Airbus, or NASA material requirements for flight-critical components.
ISO 10546 (International Standard)
This ISO specification outlines the general requirements and testing procedures for chromate conversion coatings on aluminum and aluminum alloys.
It covers aspects like:
- Coating color, appearance, and adhesion tests
- Surface resistance (electrical conductivity)
- Salt spray corrosion resistance testing
Other Notable Industry or OEM Standards
- BAC5719: Boeing specification for chromate conversion coating on aluminum
- AIMS 03-04-001: Airbus Internal Manufacturing Specification
- RoHS/REACH compliance: EU environmental directives restricting the use of hexavalent chromium
Certification and Documentation Requirements
For parts going into regulated industries, you may need to include specific certifications such as:
- Certificate of Conformance (CoC)
- Material Safety Data Sheets (MSDS)
- Salt Spray Test Results (per ASTM B117)
- Cross Hatch Adhesion Test Results (per ASTM D3359)
Final Thoughts
Choosing a coating provider familiar with MIL-DTL-5541, AMS, or ISO requirements isn’t just about compliance—it’s about long-term durability and end-use functionality. For critical parts used in structural, electrical, or military applications, referencing the right standard ensures your finish meets the performance demands and passes inspection every time.
Conclusion
Alodine finishes offer corrosion resistance, conductivity, and paint adhesion — all without affecting precision tolerances. It’s a top choice for aerospace, electronics, and defense industries.
In my experience, Alodine is one of the most efficient surface treatments for aluminum when dimensional control and electrical performance matter. Unlike heavier coatings, it adds virtually no thickness while still delivering strong corrosion resistance — making it ideal for everything from EMI-sensitive enclosures to aerospace fuselage panels.
If you’re working on parts that require conductivity or need a reliable primer for painting, it’s hard to beat chromate conversion coatings. Plus, with trivalent and RoHS-compliant versions available, you can stay aligned with environmental standards without sacrificing performance.
Key Takeaways:
- Alodine is a non-dimensional, conductive finish used to protect aluminum and magnesium parts
- There are hexavalent (Type I) and trivalent (Type II) options depending on compliance needs
- It serves as a great base for painting and helps extend the lifespan of metal parts
- Meeting standards like MIL-DTL-5541 or AMS2473 is critical for aerospace or defense applications
Ultimately, understanding your project’s goals — corrosion resistance, conductivity, or coating compatibility — will guide whether Alodine is the right finish. I’ve seen too many teams overlook it in favor of more expensive treatments, when in fact it offers the perfect balance of protection, compliance, and cost-efficiency.
Need Precision CNC Machined Parts with Alodine Finish?
Delays, compliance issues, or poor coating quality can derail your entire production timeline. That’s why I always emphasize working with partners who truly understand Alodine finishing.
Onlyindustries offers full-service CNC machining with in-house and certified chromate conversion coating capabilities. Whether you’re dealing with MIL-DTL-5541 Class 1A or RoHS-compliant trivalent finishes, we can ensure every part meets spec — from prototype to production scale.
Why Work with Onlyindustries?
| Capability | What You Get |
|---|---|
| Certified Alodine Coating | Meets MIL-DTL-5541, AMS2473/2475, and ISO 10546 requirements |
| End-to-End CNC Machining | From raw stock to coated component, all processes managed under one roof |
| DFM and Engineering Support | Design guidance to optimize parts for both machining and finishing |
| Rapid Prototyping | Fast-turnaround for urgent samples and validation testing |
| Global Compliance | RoHS-compliant trivalent chromate available for EU and Asia-bound products |
Industries We Serve:
- Aerospace (fuselage skins, brackets, avionics frames)
- Defense (missile housings, vehicle panels)
- Electronics (EMI-shielded enclosures, grounding hardware)
- Automotive (transmission components, chassis mounts)
- Clean Energy (solar framing, inverter bodies)
I’ve worked with countless engineers struggling to meet tight tolerance and coating specs. Our process helps you bypass the stress of coordinating multiple vendors by giving you one integrated solution from machining through final finish.
Let’s simplify your sourcing and reduce lead times—without compromising on quality.
Contact Onlyindustries today to request a quote, review DFM feedback, or learn more about Alodine-compatible machining solutions tailored to your industry.
